技术 | 矿渣立磨磨辊磨损及改进措施
立磨作为矿渣粉磨设备,磨辊是立磨主要组成部 件,磨辊为锥形辊形式,辊套有铸造本体和堆焊耐磨层相结合的结构。辊套属于易磨损件,耐磨层堆焊周期1700h~2000h,随着耐磨层的磨损,立磨粉磨效率降低。本公司两条矿粉生产线,自投产以来,发生立磨磨辊大端R区磨损严重问题,立磨粉磨效率骤降,单位生产能耗高。物料人磨出现偏磨现象,布料不均,影响设备的使用周期和运行稳定性。
1物料偏磨和料层低问题及解决方案
1.1 存在问题
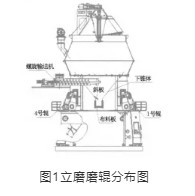
(1)立磨结构及磨辊位置分布见图1。立磨运行一 个多月来,测量四个磨辊磨损差异明显,3、4号辊磨损较为严重,堆焊层磨损深度较其它两个辊要深,两台磨存在相同问题。故讨论分析,查看中控运行曲线,发现3、4号辊相比较其它两个辊料层厚度偏高10mm~15mm,理论分析物料入磨后部分偏离磨盘中心。物料经螺旋输送机入磨后,在离心作用下,3、4号磨辊接收物料最多。且3、4号磨辊回油温度高于其他两个磨辊,料层厚,磨辊做功多, 辊套磨损重。
(2)日常检查发现,选粉机下锥体处,易堆积物料, 磨盘中央设计安装有十字垂直布料板,磨盘中心始终堆积物料,覆盖于布料板之上,布料板没能发挥作用,料床厚度低,磨辊作用于物料上的高压 应力容易传递到磨盘上,易造成设备磨损,且立磨系统运行不稳定。
1.2 改进措施
(1)选粉机锥体下料角度60°,选粉机下锥体下料处延长与水平角度成55°斜板(见图1),确保物料入磨至磨盘中心位置。
(2)去除磨盘原有的布料板,在下椎体加U形布料 筋板,使之与螺旋输送机中心线平行,强制形成均匀料层 (见图1),料层数据见表1。
2辊辊套磨损区域偏离及解决方案
2.1 存在问题
大量实践表明,磨辊研磨区主要在大端沿轴向内侧,磨辊与物料颗粒接触应力和剪切应力集中在R区附近 (见图2)。立磨运行1300h后,现场测量磨辊磨损区域位于辊套大端(见图3),磨辊大端半径R100mm,辊套研磨区集中在大端尺区,且较窄,磨辊与物料颗粒应力接触面积小,大端R区直接参与研磨,导致磨损严重,故应减少R区圆角半径。

2.2 改进措施
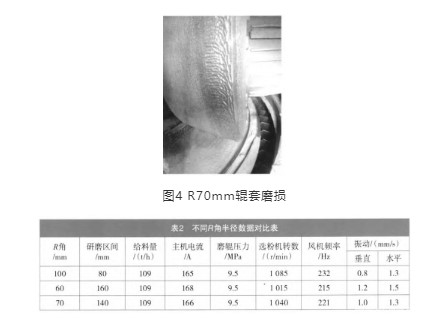
针对粉磨磨损辊套大端问题,辊套堆焊期间,借助某公司经验,磨辊大端尺区圆角半径尺₂减少至R60mm和R80mm,观察效果见图4,运行参数见表2。
3结束语
通过斜板改变物料入磨角度,保证下料处于磨盘中 心,四个磨辊料层厚度基本相同,滚套磨损差异不大;加装U型布料板,布料效果得到进一步改善。立磨系统运行更加稳定。
随着磨辊R区圆角半径减少,磨辊与磨料的受力接触面积逐渐增大,表现为研磨区宽度增大,同时也影响着立磨系统运行参数。从表2数据得出R60mm研磨区域宽度增加,选粉机转速降低,辊套磨损位于正常区域。但立磨系统运行振动值稍大,磨辊刚堆焊前期运行尤为突出;R70mm相比较R60mm,发备运行稳定性有所改善,目前公司采用R70mm的角度。但仍有改进空间,日常工作中结合现场细致观察设备运行参数,对比分析,找出最优方案。
作者:姜财金、刘 杰
来源:《烟台冀东润泰建材有限公司》
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号