技术 | 液压挡轮轮轴断裂后回转窑的复位方法
由于回转窑自重和带倾斜角的原因,其旋转转动后,还有一个沿回转窑筒体方向的向下窜动(下行)。液压挡轮用于控制回转窑窑体在转动时产生轴向窜动,使设备的其他部件如轮带和托轮在同一面上能够均匀磨损,保证了窑体有很好的水平直线性,使大小齿轮啮合良好,很好的降低了设备的功率和消耗。
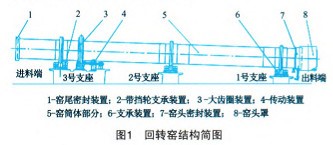
随着回转窑设备的大型化,液压挡轮系统对回转窑稳定运转的影响日益突出。挡轮装置出现问题后,轻者回转窑减速减产运转,重者停窑检修,甚至发生重大设备事故。下面介绍一种在液压挡轮轮轴断裂后,回转窑未从拖轮面上脱落下来之前,尽快抢修复位的方法,回转窑结构见图1。
1 液压挡轮轮轴断裂原因分析
1.1 液压挡轮轮轴断裂的主要原因
结合现场检查情况及轮轴断面综合分析,液压挡轮轮轴载荷能力下降受外界载荷瞬间损坏。该液压挡轮为建厂安装设备,期间几次更换过轴承,不排除多次拆装及外出维修过程中轮轴受损,另外长时间变载荷运行导致液压挡轮轮轴疲劳。回转窑电流处于高位运行及窑皮不均,筒体有变形,液压站工作压力在限值范围内,但波动较频繁,疲劳区发展为失稳瞬断。
1.2 液压挡轮轮轴断裂的次要原因
液压挡轮轮轴断裂部位在轮轴与挡轮配合的轴肩部位,正是加工退刀槽位置,位置隐蔽,外观检查不易发现缺陷。以上液压挡轮实际使用情况在很多水泥企业生产过程中同样存在,不可避免的会发生液压挡轮轮轴断裂的设备事故。
2 现场情况
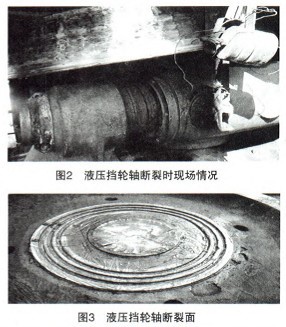
液压挡轮故障后,能够及时发现,及时停窑,回转窑轮带(窑头方向)已脱出拖轮边沿,即轮带和拖轮的接触面已经达不到正常运转时的接触面积,大齿圈下移刮蹭密封罩,下移严重的甚至支撑变形撕裂。失去了液压挡轮的支撑作用,此时通过调整拖轮将回转窑推上去存在风险,热态下长时间停窑,窑筒体变形量很大,很可能因变形过大导致筒体撕裂。(见图2、图3)
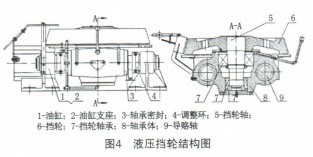
3 复位方法(见图4)
(1)将损坏的液压挡轮尽快拆除,更换备用液压挡轮。
(2)窑筒体整体下移量过大时,去掉U型垫铁后备用挡轮后端底座无法固定在底部平台,必须在挡轮尾部制作支撑,将挡轮托起,与平台保持同一个平面,将液压挡轮的液压缸退至导向杆的最后位置起吊。
(3)连接好液压挡轮液压站油管,在挡轮底部平台底部焊接支撑加装液压顶。
(4)以上工作完成后,确认无误后,将回转窑用辅传电机转起,开液压挡轮液压站,液压站压力根据回转窑上行情况随时调整,初始压力不能过大(控制在4.0MPa以下),同时液压顶配合将回转窑向上推起,在确认完各档拖轮瓦在回转窑上推过程中没有异常情况后,可以加大液压站压力。
(5)测量液压挡轮导向杆位置距离与液压挡轮底部平台地脚螺栓固定位置距离比较,及时将液压挡轮装置上移,直至能将液压挡轮装置完全固定在挡轮平台。
(6)挡轮装置完全固定好后,继续上推,直至将回转窑推至正常运行位置,垫好U型垫铁,同时完成大齿圈密封罩复位工作。
4 结论
这种在液压挡轮轮轴断裂后回转窑复位的方法,操作过程简单实用,同时能尽可能快的恢复热态下回转窑的慢转,保证回转窑变形量在可控范围内,不会引起其它设备问题以及更大的设备事故。
作者:胡国栋
来源:《青州中联水泥有限公司》
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号