技术 | 辊压机冷镶柱钉辊套的失效分析
引言
辊压机已广泛用于水泥工业的水泥及生料的粉磨,是继窑外预分解工艺技术之后的又一重大技术进步。它的应用,不仅降低单位产品电耗,还能提高磨机产量、产品质量。但其挤压辊辊面磨损问题常常影响正常生产,一直备受开发商和用户重视。为提高辊压机的运转效率和辊面寿命,进一步降低生产成本,国内部分企业推出“冷镶柱钉”的超高耐磨辊套。但在实际运用中,一些“冷镶柱钉”辊套并没有达到预期目的。本文结合本公司实际运用情况就这种辊套的失效形式进行分析,提出改进建议。
套体采用锻造(或铸造)的低碳合金钢,经热处理后,在套体的表面按一定规律,钻一定直径和深度的孔,将固持剂均匀涂抹在硬质合金钉的圆柱面上,插入套体的孔中固化后,得到了“固一固”机械复合的辊套。“冷镶柱钉”镶嵌方式见图1。
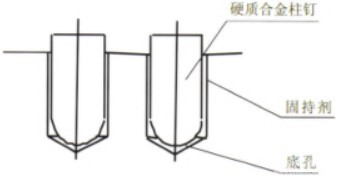
图1 “冷镶柱钉”镶嵌方式
该镶嵌方法的基本情况为:(1)套体表面硬度在HRC40-50之间;(2)硬质合金圆柱体与孔为间隙配合;(3)固持剂的强度远远低于低碳合金钢的强度。
由于硬质合金钉属于高耐磨物体,在粉磨物料时它起着关键作用。在物料均匀和没有异常的情况下,辊套的使用寿命很长,是堆焊辊套总体寿命的4倍以上。但实际应用过程中却易出现以下失效形式:柱钉脱落、柱钉折断、柱钉面积性剥落、掉块(见图2),使辊套的使用寿命大打折扣。
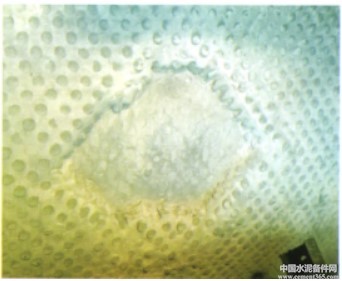
图2 柱钉面积性剥落、掉块
3.1 柱钉脱落
由于柱钉与套体上孔的配合为间隙配合(尽管有固持剂),同时柱钉的硬度远远高于套体上孔表面的硬度,在辊套运行过程中,柱钉会受到非轴向的交变应力,柱钉将其通过固持剂传到孔表面。当交变应力大于固持剂所能承受的强度时,固持剂将逐渐失去应有的粘合作用。粘合作用失去后,会在大的交变应力的作用下,将硬度较低的孔冲击变形,导致钉与孔间隙增大,增大到一定程度,柱钉会从孔中脱落下来。柱钉脱落机理示意见图3。
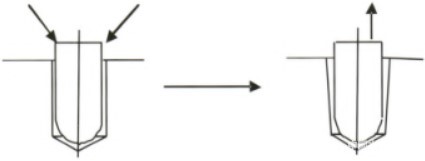
图3 柱钉脱落示意
3.2 柱钉折断
套体的硬度低、耐磨性差,如果在辊套运行过程中无法形成有效的料垫,将导致套体表面磨损严重。当在大交变应力的作用下,柱钉会受到很大的交变力矩作用,见图4。极大力矩会给柱钉带来弯曲应力,超过一定极限时柱钉折断。
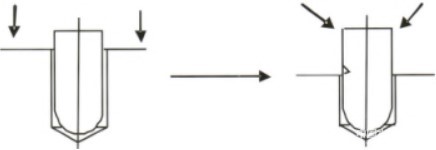
图4 柱钉折断示意
3.3 剥落、掉块
由于钉与钉之间的套体基体联接面积小,辊套运行过程中,钉子的受力不垂直,导致钉子将冲击力分解为其它方向的力,使联接部分在交变应力下产生微裂纹,微裂纹的扩展会导致大面积剥落掉块,见图5。
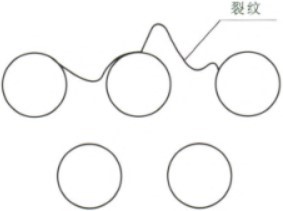
图5 剥落、掉块示意
综上分析,冷镶柱钉辊套有良好的使用性能,出现失效的主要原因体现在以下几方面:套体硬度偏低;套体耐磨性偏差;柱钉与孔的配合间隙大。笔者建议:
(1)提高套体硬度,将孔所处套体硬度提高至HRC55左右,提高其屈服变形强度;
(2)改变柱钉与孔的间隙配合为过度(或过盈)配合,减小在交变应力作用下的孔变形几率;
(3)改变柱钉端部形状为六棱体型,增加形成料垫的机会;
(4)提高套体的耐磨性,延缓柱钉端部与套体表面距离的扩大。
作者:苏春霞,徐相斌
来源:《山东山水水泥集团有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号