技术 | 水泥半终粉磨系统磨头喂料不稳定的解决措施
引言
2017年,某公司对Ф3.2 m×13 m水泥磨进行技术升级改造,配置180-120辊压机+V型选粉机+动态选粉机组成开路半终粉磨系统。技改后,进入管磨机的物料量冲量大,料量不稳定,出磨质量难以控制。对此,我们再次进行技术改造,在管磨机前安装了稳流仓和转子计量秤,解决了存在的问题。
1.1 工艺流程
从图1可知,出V型选粉机的粗料直接进入称重稳流仓,细料则进入三分离选粉机;三分离选粉机出料分为细粉、中粉、粗粉,细粉即为成品,粗粉及部分中粉经三通阀后直接进入辊压机称重稳流仓,另一部分中粉通过空气斜槽输送,经磨头闸板进入管磨机。
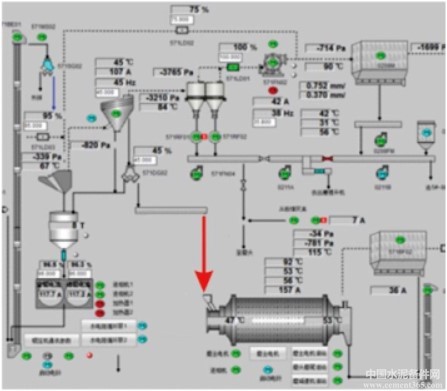
图1 开路半终粉磨工艺流程
1.2 存在的问题
(1)从三分离选粉机出来的中粉,一部分由空气斜槽输送到水泥磨进料溜子,其间落差高达15 m(见图1红色箭头),入磨物料惯性大,导致一仓存在较长的研磨盲区,一仓研磨能力浪费较大。
(2)从三分离选粉机出来的中粉,经三通阀分流进入空气斜槽。三通阀分料控制无法实现均匀分料,进入管磨机的物料量不稳定,同样影响管磨机内粉磨工况,从而影响管磨机研磨效果及水泥质量。
在空气斜槽与管磨机进料溜子之间的磨头平台上部安装Φ3 m×4.2 m圆型稳流仓一台,容量20 t;在仓下安装一台240 t/h量程的转子计量秤(见图2),入磨物料通过转子计量秤稳定喂入管磨机。技改部分的工艺流程见图3。
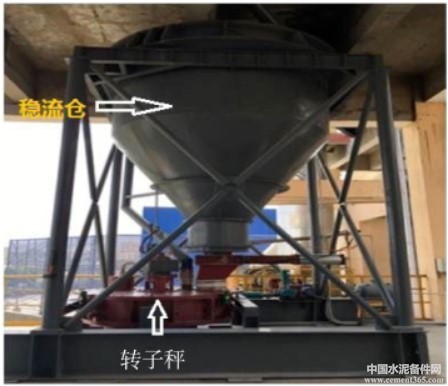
图2 转子计量秤应用现场
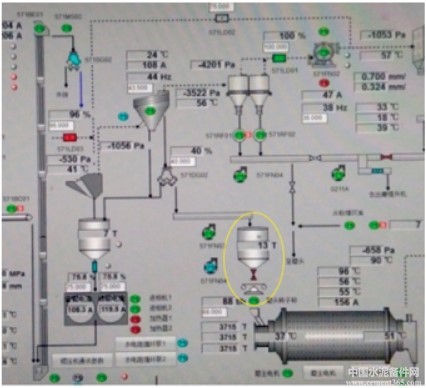
图3 技改部分的工艺流程
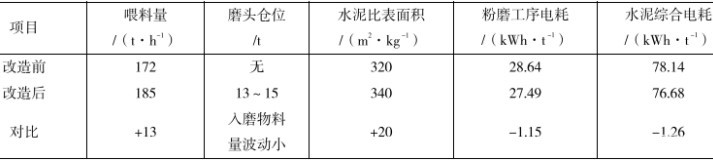
稳流仓和转子秤的增设,既解决了原来的冲料问题,又实现了入磨喂料量的准确控制,解决了入磨喂料量波动,稳定了管磨机工况。技改后,在生产P·O42.5级水泥时,管磨机喂料量185 t/h,磨头仓仓位13 t,系统产量提高13 t/h。技改前后技术指标对比见表1。
表1 粉磨系统改造前后技术指标对比
管磨机喂料量稳定后,磨内整体研磨能力显著提高,成品水泥颗粒级配有所改善。技改前后磨内筛余曲线见图4。
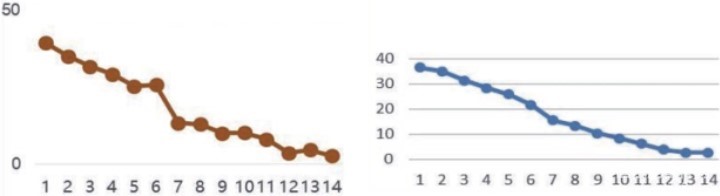
图4 技改前(左)后(右)磨内筛余曲线
四、结束语
将Ф3.2 m×13 m水泥粉磨系统升级改造为辊压机+管磨机组成开路半终粉磨系统时,没有考虑到管磨机喂料的大落差和喂料量的稳定控制,这是技改设计不周全所致,并给生产带来一定的影响。尽管再次技改解决了问题,个中经验值得总结,也值得借鉴。
作者:王志红1,张玲燕2,罗燕光1,吕等富1
来源:《1.民和祁连山水泥有限公司;2. 南京盛辉环境工程技术有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号