技术 | 热盘炉处置生活垃圾在某公司的应用
前言
随着我国经济飞速发展,人民群众生活水平不断提高,据统计人年均垃圾产生量达到0.2t以上,以我公司所在石家庄市鹿泉区为例,截止2018年底,区内常住总人口46.96万人,平均每年将至少产生生活垃圾9.39万t,同时尚有一定数量的农业秸秆、树木枯枝、工业可燃固废需要进行无害化处置,亟需一个技术恰当、环境友好的处置项目作为市政配套项目消耗生活垃圾,以免对环境产生巨大破坏。水泥窑协同处置是水泥生产行业提出的一种有别于其他传统废弃物处置方式的新手段,是指将经过预处理后满足特定要求的固体废物在适当的位置投入水泥窑系统中,在进行熟料生产的同时,利用水泥窑系统特有的碱性、高温环境实现对固体废物的无害化处置过程。上世纪70年代,欧洲的一些水泥厂就开始尝试使用可燃性废物作为替代燃料研究和协同处置固废实践,相比之下,我国水泥窑协同处置起步较晚。2006年发布的《水泥工业产业发展政策》,开始鼓励水泥厂作为固废处理综合利用企业,2013年12月,原环保部发布《水泥窑协同处置固体废物环境保护技术规范》和《水泥窑协同处置固体废物污染控制标准》,并于2014年3月1日实施,为水泥窑协同处置废弃物工程的设计、实施和运行提供了相关依据。2014年,原国家发改委、工信部等七部委联合下发了《关于促进生产过程协同资源化处理城市及产业废弃物工作的意见》,将水泥窑协同处置列入重点支持领域。2016年10月,在原工信部发布的《建材工业发展规划(2016~2020年)》中,明确提出支持利用现有新型干法水泥窑协同处置生活垃圾、城市污泥、污染土壤和危险废物,并将其列入重点推广工程。一系列产业政策的陆续发布,促进了水泥窑协同处置行业的快速发展。
1.1 项目简介
某水泥有限公司现有两条4000t/d熟料新型干法水泥生产线,水泥窑协同处置生活垃圾项目建设在二线,原料磨为ф1.8m×1.4m辊压机终粉磨和一套ф4.6m×10m+3.5m中卸球磨,窑系统主要配置为五级双系列旋风预热器、ф4.8m×72m回转窑、TCFC5500第四代步进式篦冷机。
1.2 固废处置工艺介绍
经过多轮次考察对比,综合比较炉排炉、气化炉、热盘炉等不同处置工艺的优缺点,考虑可燃固废的前置处理需求、热量有效利用率并结合投资预算等各方面因素,公司最终采用了“机械生物法预处理+热盘炉焚烧”水泥窑协同处置工艺。项目设计日处置综合固废500t,利用公司二线4000t/d熟料生产线,配套建设固废破碎预处理系统、抓运计量及输送系统、热盘炉焚烧系统、旁路放风系统、除臭系统、消防系统。项目工期8个月,经过调试2020年1月12日正式达产。
项目采用FLSmidth HDR63-8型热盘炉,热盘炉为史密斯公司针对水泥窑系统处置可燃固废专门开发的专用设备,其优点为对来料的水分、粒度、品种适应能力强,主要依靠由篦冷机通向分解炉的约800~1000℃的高温三次风对固废进行引燃,并可在炉内少量补充燃煤,以提高固废燃尽率。出热盘炉气体进入分解炉内,不可燃垃圾残渣进入窑系统,整个处置系统无外排口,完全满足环保要求。
主要工艺布置为将原有的三次风管及分解炉最下节拆除,将三次风入炉形势由双侧对进型改为单侧进入,对最下节分解炉进行改造,将热盘炉串入三次风管入分解炉处,达到固废在线焚烧、热量高效利用的设计目的。
2.1 分解炉改造方案的优化
方案原定于将分解炉下部炉容缩减250.35m3,通过借鉴其他项目的经验和教训,为避免因分解炉减容对系统产量的影响,设计上对分解炉上部进行扩容改造,改造后减去锥部缩减部分,总炉容反倒增加了294.53m3,系统投产后从运行情况上看,熟料日产量较改造前有所提高。
2.2 入热盘炉锁风装置改进
与该公司使用相同处置工艺的其他项目,其垃圾喂料锁风装置一般由三道锁风阀组成,但是在运行过程中,系统突显出喂料不连续、锁风效果差的缺点。将其优化改为双轴的无轴铰刀,改进后利用料封起到了很好的锁风效果,另外解决了三道锁风阀易堵料问题,增加了入炉物料连续性,更加安全、稳定、可靠。
2.3 上升烟道尺寸优化
项目实施后,由于热盘炉的嵌入,上升烟道由原设计的圆形烟道改变为方形烟道,在其他项目上,考虑等面积置换原则,烟道尺寸设计为2200mm×2200mm。但是在实际运行过程中,由于方形烟道存在结构性缺陷,烟道内风速不匀,在拐角处易产生结皮,造成窑内通风不足,对熟料生产造成不利影响。公司项目借鉴其他项目经验教训,将方烟道尺寸改为2500mm×2500mm,保证了窑内的通风顺畅,确保了正常煅烧,为窑系统稳产高产奠定了基础。
2.4 增加均匀布料装置
为了使固废能够均匀稳定的喂入热盘炉内,减小因喂料量波动对系统造成的不利影响,其他项目在板喂机下方入喂料称之前安装了一台稳料破碎机,而该公司则采用了自主设计的ф1000mm布料轮。通过布料轮与喂料板喂机反向转动,结合布料轮表面焊接的呈分散型布置的分料锥,使通过布料轮的固废保持较为均匀的厚度,不但较使用破碎机节省了设备投资,同样达到了均匀喂料的目的,实际效果良好。
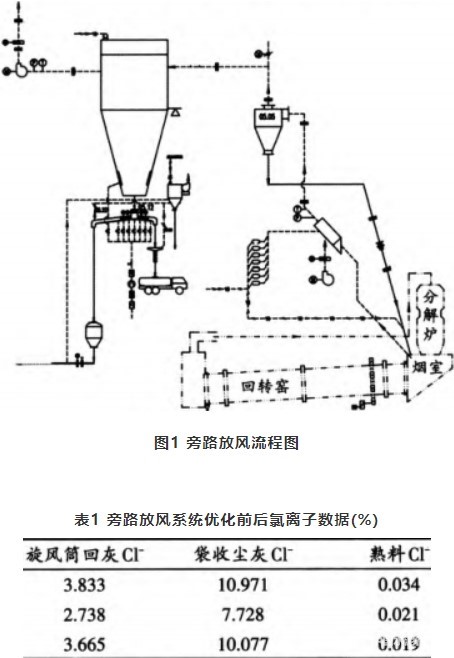
2.5 设计旁路放风系统
在处置生活垃圾过程中,垃圾中的塑料制品将大量氯离子带入熟料烧成系统,造成系统结皮增多,阻力增大,增加系统结皮堵塞风险,公司结合各种旁路放风的技术特点,与设计方合作,优化了旁路放风技术方案,投运后效果达到预期,旁路放风流程图见图1,旁路放风系统优化前后氯离子数据见表1。
2.6 降低垃圾灰分对烧成系统的影响
受垃圾产地不同、是否为掩埋挖出垃圾、季节不同的因素影响,其成分波动较大,由于焚烧后剩余的残渣、灰分入窑参与配料,引起出窑熟料质量产生阶段性波动。为了降低固废处置对熟料质量的影响,公司对不同区域的垃圾分别存储,并根据取样分析结果按比例搭配焚烧,出窑熟料质量恢复稳定。
2.7 降低渗滤液处置对系统影响
考虑到水处理系统投资较大,经效益核算,公司采用直接入炉焚烧的方式处置生活垃圾渗滤液。参考其他项目经验,初期渗滤液喷入点选择在倒挂风管中部,远离分解炉煤粉燃烧区域。运行一段时间后发现渗滤液喷入区域结皮严重,为了降低堵塞预热器的风险,将渗滤液喷入点移至分解炉下部,夏季高峰期日可安全处置渗滤液60~70m3。在高峰期大量渗滤液的喷入破坏了分解炉正常的温度场分布,系统CO会相对升高,影响氨水的反应效率,氨水用量有所升高。
2.8 热盘炉补燃系统改进
设计阶段,为减少残渣对熟料煅烧的影响,公司和设计方沟通在热盘炉入口配置了补燃喷煤,根据垃圾的易烧情况,可在线调整煤粉喷入量,控制炉内温度,提高垃圾燃尽率,从使用效果看CO有明显的降低,系统稳定性有所增强,不过由于位置选择不当,使用前期发生耐火材料及热盘炉壳体被烧坏问题。针对此情况,公司对喷煤管头部结构及喷入位置进行了优化,喷煤管头部改为鸭嘴形,使火焰形状变为上下宽左右窄,位置调整至下料位置中心线上,充分利用炉内空间,避免对耐火材料及设备造成损坏,后期运行情况良好。
2.9 储池防渗加高效果及费用
通过吸取其他项目储池防渗高度不足,后期增加存储量后部分渗滤液通过建筑结构缝隙发生渗漏的经验教训,公司将防渗高度由原设计8m提高到14m。从目前运行情况看,储池防渗高度优化后垃圾储量可增加3800t,渗滤液在垃圾高位储存状态下,未发生泄露现象,储池及固废楼环境良好,发酵好的垃圾燃烧性能提高,有利于系统稳定运行。
2.10 管状皮带密封经验
针对生活垃圾输送的特殊性密闭要求,公司对管状皮带采用铝合金门框+有机玻璃的组合方式进行全包裹密封,顶部采用冷轧板,并粉刷防火涂料;达到了既美观大方又安全可靠的效果,另外整个廊道上方安装了除臭管道,采取负压运行,输送廊道用彩钢板进行二次密封,有效的避免输送过程中异味外漏造成的环境污染。
热盘炉处置固废项目优化运行效果见表2。
表2 热盘炉处置固废项目优化运行效果
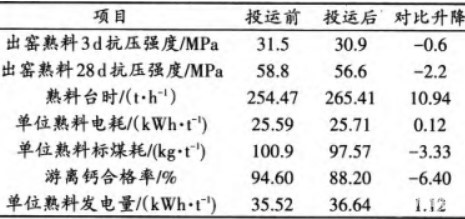
从项目运行效果看,由于热盘炉工艺为在线处置,充分利用了垃圾所含热量,有利于系统标煤耗的降低。但是部分不可燃的金属物质及残渣,会随同熟料一起排出,影响熟料的质量和外观,加之垃圾灰分对熟料配料稳定性的不利影响,造成系统投运初期熟料质量短期波动。公司通过增加均布设施、不同产地、成分垃圾均化搭配、熟料输送设备上增加多道除铁器等措施,基本消除了水泥窑协同处置系统对熟料生产的不利影响,而且由于分解炉进行了加高扩容,熟料台时较改造前不降反升。
截至2020年12月,公司利用水泥窑协同处置系统共处置鹿泉及周边县区生活垃圾、制鞋下脚料、农作物秸秆、玻璃钢边角料等固废合计8.5万t,有效遏制了夏季垃圾围城、秋天落叶乱堆、农村秸秆露天焚烧等重大环境问题的发生,真正达到了“绿水青山”环保发展。
作者:贾立梅,张志强
来源:《河北金隅鼎鑫水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号