技术 | 某公司四代篦冷机换热效率提升改造
前言
某公司目前有两条5000t/d熟料生产线,二线采用FL-Smith推动棒式篦冷机,为了降低熟料成本,熟料产量提高到6300t/d以上,原有篦冷机不能满足生产要求,出现篦床料层偏厚、篦床推动棒磨损大、熟料热交换率低、出篦冷机熟料温度过高等问题,既影响了篦冷机的使用寿命,又增加了煤耗。因此,该公司对二线篦冷机部分高压风机、流量调节阀等进行了改造,效果明显。
1.1 高压风机改造
该公司#2生产线设计产量5000t/d,提产到6300t/d后,篦冷机高压风机普遍存在做功不足,风量及风压不足,导致篦冷机冷却效果差,熟料温度高,达不到急冷效果的现象,导致煤耗高,熟料急冷效果差,强度提升困难。
针对这个问题,通过多次排查论证,最终确定对篦冷机三台高压风机叶轮进行改造,增加压力和风量,确保风机做功。
1.2 空气流量调节器改造
对篦下室空气流量调节器进行设计和改造,调大空气流量调节器通气孔孔径,减少空气流动阻力,增大通风量,解决篦冷机冷却用风量不足的问题。
首先,将空气流量调节器全部拆下,进行清洗、整形、统计各个孔径流量调节阀的数量。
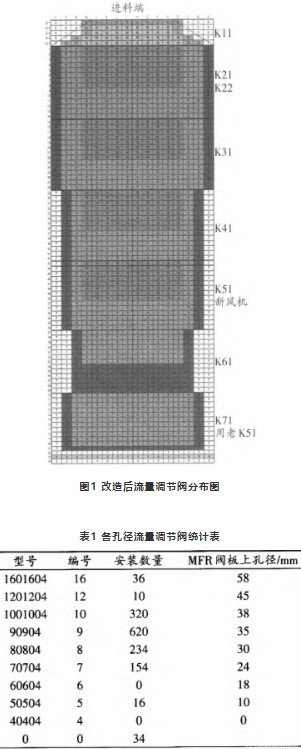
其次,根据各孔径流量调节阀的需要量,选择合适孔径的流量调节阀进行扩孔。MFR按照布置图调整,新调整的布置图将使用更多的16号、10号和9号MFR。16号MFR不足,用12号阀改制(将阀板上的孔扩大至16号阀的尺寸)。10号和9号MFR用多余的4,5,6,7,8号阀扩孔改制。经统计本次改造共扩孔460块。
最后,按照设计的流量阀分布图进行安装、调试,熟料料层均匀,冷却风吹透短路基本杜绝,熟料冷却效果好。改造后各孔径流量调节阀分布图见图1,统计见表1。
1.3 篦冷机进料端调整
篦冷机原设计的进料端篦板为焊接结构,篦板缝隙长时间使用有堵塞的可能。为增加通风,设计了带空气炮的铸造篦板,每块篦板下都装有压缩空气管,彻底避免了篦板堵塞和雪人出现。
1.4 挡风墙位置调整
挡风墙是从篦冷机壳体上部向下砌筑,留出熟料流动空间,安在篦冷机前部离窑口6m处,起到隔绝篦冷机热风与中温风、稳定窑头用风的目的。本次改造,将挡风墙(420cm×60cm×45cm)后移到篦冷机尾部10m处,即入AQC炉取风口与低温区之间,改变低温段余风的空气流场,改善低温段冷却风的利用效率,提升窑头发电锅炉的热空气流量。
改造前后煤耗对比见表2,高压风机改造前后运行数据对比见表3。
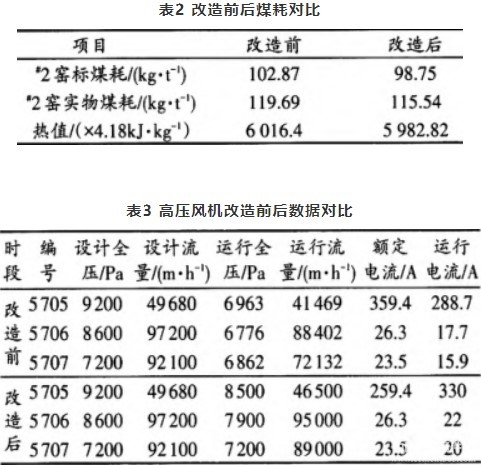
改造前后熟料温度降低明显,从160℃以上降低到平均100℃,有利于熟料质量的提升。
某公司对篦冷机高压风机进行叶轮改造提高风压风量、流量调节阀扩孔、固定篦板改造等措施,提升熟料冷却效率,提高二次风温,有效降低了煤耗,实现节能降耗。希望该公司的技改经验对工艺相对落后的水泥企业具有积极的借鉴意义。
作者:朱波,任思国,郭脉兴,郭碧君
来源:《山东东华水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号