技术 | 水泥磨循环风机叶轮积灰分析及改善措施
引言
在水泥生产线上,我们对现场风机进行检查,会发现机壳内部积聚了大量的粉尘,特别是在进气箱底部、蜗壳底部和叶轮处。由于高温风机、循环风机以及水泥磨循环风机连续性运行持续地输送着含尘气体,粉尘会附着在叶轮背面,越积越多。机壳内叶轮的积灰对风机动平衡的影响最大。粉尘一旦堆积过多,会导致风送系统输送效率降低,风机振动异常,严重时会因风机振动的加剧而使轴承损坏。本文以水泥磨循环风机系统为例,对风机叶轮积灰的原因进行分析,并提出改善措施。
某水泥粉磨系统配套辊压机180×160,球磨机Ф4.2 m×13 m,静态选粉机V5000、动态选粉机M5000,旋风筒除尘器2×Ф4 300,并配套风量Q=340 000 m3/h、全压P=5 800 Pa、装机功率710 kW的循环风机。该项目自投入运行后频繁出现积灰振动:
(1)当风机空载运行频率开至50 Hz时,空载振动值为2.5~3.0 mm/s;
(2)在投料运行一个班次8 h内,风机振动值上升至7.5 mm/s以上造成设备跳停;
(3)打开检修门发现叶轮背面有明显积灰及进气箱底部有积料情况,见图1(左边为叶轮现场积灰情况,右边为进气箱现场积料情况)。

图1 叶轮(左)及进气箱(右)积料情况
针对上述问题,本文从风机的结构、气流含尘量、流速以及物料的性质等方面进行分析。
2.1 风机的结构
从设计上讲,风机的能效指标是第一位的,一般按照给定参数及配套转速选取最佳叶片安放角度、包角及相关截面尺寸,但未充分预料到该系统投入运行后可能出现的极端工况。该循环风机相关结构参数见表1。
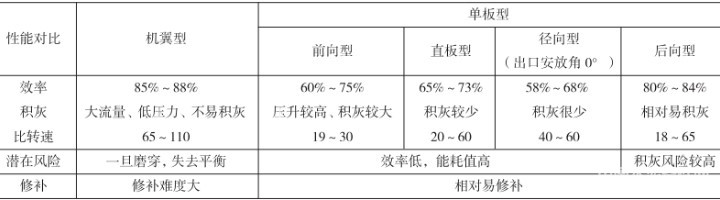
从理论上讲,风机在输送含尘气体时会在叶轮叶片背面形成一定的低压涡流区,是理论上的积灰区域。研究表明,通过对叶轮中气体流场及粉尘运动规律的分析,粉尘主要附着于叶片的非工作面,特别是粘附在叶片非工作面(见图2)的前缘及后缘区域。因此在不同应用场合下选用何种风机、何种叶片结构显得尤为重要。不同的叶片结构会体现出不同的使用性能,机翼型叶片及单板型叶片均对应有各自的适用工况。
2.1.1机翼型
受机翼型升力的正向影响,机翼型叶片的设计效率值较单板型叶片会高出4%~6%,但其结构型式为中空类型,在高粉尘浓度工况下工作面一旦被粉尘磨穿,粉尘进入中空腔体会迅速造成动平衡丢失,且这种损伤是不可修复的。机翼型风机虽然有极大的效率优势,若应用于高粉尘浓度场合其前提是必须确保抗磨损性能,因此水泥行业的循环风机一般都避免选用机翼型。
2.1.2单板型
单板型叶片根据其叶片的弯曲程度大体可分为前向型、直板型及后向型(见图3,从左到右依次为前向型、直板型、后向型),由于这三种形式的叶片进出口安放角、叶片长短及曲率的不同其效率值也是不一样的。虽然单板叶片的效率值相较机翼型不具备优势,但是单板型叶片抗磨损、现场修补及维护动平衡方面具备不可替代的优势,是高粉尘浓度工况下的首选叶型。前两种叶片类型较后向型叶片虽然积灰量较少,稳定性较好,但在效率值上会少10%以上。

图3 前向型、直板型及后向型单板叶片
(1)前向型:效率值较低(60%~75%),叶片按照单圆弧型来设计,一般使用的压力较高,转速不低于1 480 r/min,积灰量很大。
(2)直板型:效率值低(65%~73%),叶片型线基本呈一条直线,积灰量较少。
(3)后向型:效率值高(80%~84%)、叶片最长、包角最大是其在单板型叶片中效率最高的主要原因。但是由于其对含尘气体的携持作用最强,接触面积最广,从本质上来讲此类型叶片的风机若使用在含尘浓度超过120 g/Nm3且湿度较大或温度极高的工况时,就一定存在积灰的风险,即相对易积灰。
另外,直板型叶片出口安放角发展成90°,就成了径向型叶片,其效率值最低(58%~68%),叶片型线基本呈一条直线,通过离心力将粉尘沿径向抛出去,积灰量很少。
总之,效率值越高,积灰量越多;效率值越低,积灰量越少。
2.1.3各叶片结构比较
结合前述内容就不同类型叶轮叶片结构与日常生产及设备管理密切相关联的效率、积灰、比转速、潜在风险、现场修补等5个方面进行对比分析,结果见表2。
表2 各叶片结构性能对比
2.2 气流含尘量
一般来讲,风机作为系统中的设备不会在短时间内积聚大量灰尘。若在很短的时间内风机叶轮及进气箱底部出现大量积灰,说明进入风机的气体含尘量偏高。粉尘在风机叶片背面上的沉积程度,与风机前除尘器结构型式和除尘效率密切关联。水泥磨循环风机前端多采用旋风筒除尘设计,旋风筒除尘效率的高低直接影响循环风机进口含尘浓度的大小,如发现循环风机积灰严重时,应首先依次对循环风机进口到磨机出口工艺段进行检查,对管道上调节阀门开度、旋风筒内部积灰情况和出口风速、卸料器运行情况、V型选粉机内部积灰情况等进行逐一排除,避免因上述流程设备问题造成系统气流含尘量异常偏高。
2.3 气流流速
流速对沉积物的形成有着显著的影响,这是因为随着流速的增加,气流的冲击力和分离效果增加。当气流在叶轮中改变方向时,黏土尘粒从主流中分离出来,高速撞击叶轮并粘附其上。风机在进气箱的流速不能过低,否则极易在进气箱底部积存有大量的灰尘,使得风机运行状况恶化,比如水泥磨循环风机因进气箱积灰而启动困难。气流流经风机进气箱时,在进气箱的子午截面及垂直于转轴的平面上,流道截面积逐渐收缩,应该保持一个适度的加速。经过计算原风机进气箱进口流速Vs=18.4 m/s,在此种工况下该流速算是偏低的。
2.4 物料的性质
沉积通常是以灰尘的混合物方式形成的,抽样检验表明,通常情况下,黏土和碱金属化合物可以促进沉积物的形成。黏质尘粒高速撞击叶片的前缘,沉积物(通常来自黏土)就会形成了坚硬牢固的且不易挥发的块状物。风机进口气流中尘粒的水分越大,在叶片上积聚的速度就会越快。与此同时,当气体中含有黏性较大的颗粒时,叶片的积灰速度会加快且积灰程度也会加重。
风机作为水泥生产中一项重要的拉(或鼓)风设备,部分系统受工艺设计及当地物料影响,造成少量风机内部不可避免地出现积灰现象。结合上述相关分析,就水泥磨循环风机的积灰问题提出以下解决办法。
3.1 正确选用风机
目前水泥生产常用配套离心风机从结构上可分为:双吸双支撑、单吸双支撑及单吸悬臂式三种;从叶片结构则可分为:单板型和机翼型(见图4)。
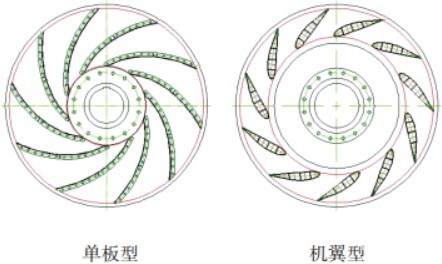
图4 离心风机的叶片结构
对于水泥厂中的含尘系统,选用不同结构型式的风机及叶片结构对实际使用效果均会造成一定程度的影响。关于风机的选用,需综合考虑:
(1)稳定性:双吸双支撑>单吸双支撑>悬臂式;效率值:机翼型>单板型;
(2)积灰量:单板型>机翼型;抗磨损:单板型(堆焊/耐磨板)>机翼型;
(3)含尘量:对含尘(一般设计值为80~120 g/Nm3)工艺段风机的选用需遵循少/不积灰、振动值小,稳定性好、效率值较高的原则。在目前的主流设计中应以双吸/单吸双支撑的为首选,且叶片型式尽量采用单板型。因此,从表1可知,该系统循环风机的结构型式及叶型能满足现场使用需求。
3.2 提高进气箱流速
该循环风机为径向进气箱结构,气体的流动方向为先径向后轴向,产生了一个90°的转弯,尤其是在进气箱的底部形成了一定的涡流区。该循环风机进气箱流速偏低,后期在此类风机设计中可以将其提升至24 m/s以上。基于以上分析,针对该循环风机可以在进气箱内部增加斜板,使进气箱内部底部截面积迅速变小,含尘介质的流速快速增加,使料尘更容易被带入机壳内部,随着叶轮的旋转带出,图5绿色板所示即为内部增加的斜板。
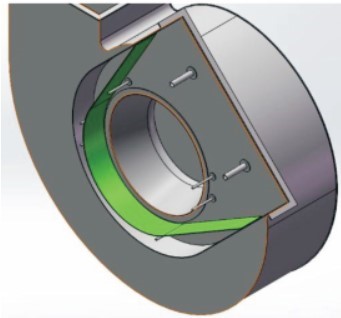
图5 进气箱改进示意图
3.3 降低风机运行转速
当叶轮发生积灰的时候,在同等含尘及积灰量的前提下,叶轮转速越高因不平衡量造成的振动值就越大,结合水泥厂实际操作要求,当转速大于1 000 r/min,振动值≥6.3 mm/s轴承振动报警,振动值≥11 mm/s时轴承振动跳闸。因此,从降低转子部件的允许不平衡量角度出发,含尘风机的运行转速越低,其叶轮容许的不平衡量就越大。对于部分厂家在风机设计选型时若没有更好的解决措施,可以适当考虑降低风机配套电机的设计转速,对于工频运行的风机可适当考虑增加调速装置。该循环风机运行频率大约为47 Hz,通过改变叶轮气力模型在增大叶轮出力后,将风机运行频率降低至43 Hz以下,则可以提升风机运行的稳定性。
3.4 改变叶型设计方法
改善措施的基本前提是兼顾效率与积灰风险,需要重点关注其叶轮型线的设计。当气流的休止角和叶轮叶片进口角一致时,气流的气动效果最好,且当叶片出口角增大时,灰尘的粘附率越低。通过增大叶轮叶片的进口角度及出口角度,可增大灰尘粘到叶轮叶片非工作面上的难度,使叶片非工作面本身变得更不容易积灰。具体改进措施是:将叶片包角降低至40°~45°,叶片出口安放角增大至44°~47°,根据性能需求采用对数螺旋线重新设计的叶型可以在不大幅度降低效率的前提下有效降低风机叶轮的积灰风险。
以该循环风机710kW配套电机为例,当风机自身运行效率提升10%,其本质就是在同风量风压下节电率约等于10%,可粗略估算该风机每小时节约电量为71 kWh。若按照年运行5 000 h计算,则每年节约电量=小时节电量×年运行时间=71×5 000=3.55×105kW。因此新叶型的设计需要兼顾稳定性与效率值,叶轮的设计对高粉尘浓度工况下使用的水泥磨循环风机至关重要。
3.5 加强物料水分的控制
该生产线主要生产P·O42.5级硅酸盐水泥,脱硫石膏占比5%~8%,石灰石水分1.3%~1.8%,脱硫石膏水分12%~15%,石膏占比及水分均偏大。脱硫石膏占比和及其水分的偏高是造成进入风机物料水分偏高的主要因素,可将脱硫石膏综合外在水分通过一定时间的晾晒控制在9%以内,以此来降低气体含尘的黏性,从而降低叶片的积灰速度。
综上所述,离心风机的效能受多个参数互相影响,结构型式、叶型设计、转速匹配都会对现场的使用产生一定的影响;当风机因积灰而频繁振动时,需同时从多个方面进行排查,风机的运行受系统布置、工艺操作、物料理化特性等方面的影响较大;对于水泥磨循环风机,尽量不采用机翼型叶轮。采用单板型叶轮时,除了优化风机进气箱、降低运行转速外,同样对叶轮的优化设计需要兼顾风机效率与积灰风险;系统运行的状态、离心风机的设计以及工艺系统的匹配程度均会影响到系统运行电耗及台产的指标。作为设备厂家将高效离心风机应用在水泥行业的节能降耗中去,更好地服务企业,降本增效,挖掘潜能,是值得一直追求的目标。
作者:薛建康
来源:《上海瑞晨环保科技股份有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号