技术丨篦冷机使用的运行障碍与系统优化(中)
2.3 篦冷机性能的优化改造
2.3.1 确定改造重点
由于在篦冷机淬冷区,高温熟料可以在极短时间内被急骤冷却,使水泥熟料的早期强度和水化性能等品质得到改善。而后冷区的冷却速度不会对熟料质量产生影响。因此,有效提高骤冷区冷却效果是篦冷机冷却技术的关键。优化篦冷机作为热回收设备的功能,使炽热熟料进入篦冷机后,在实现骤冷的同时提高热回收效率,将入窑二次风温提高到1100℃以上、入分解炉三次风温达到950℃左右。对促进回转窑及分解炉内的燃料燃烧,热工制度优化,降低熟料烧成能耗会起到巨大作用。
但在实际生产中,很多企业篦冷机没有达到上述目标。二次风温长期在1000℃上下波动。这种情况的发生,影响因素固然很多,但主要与淬冷区的风量匹配有关。
在此需顺便指出,要保证二、三次风温达到目标要求,就必须保证温度测量的准确性。因此,对测量二、三次风温的热电偶测点位置的选择非常重要,可见图3。测点的热电偶均应由上而下垂直悬挂,要避免因为受火焰的直接幅射而影响测量的准确性。
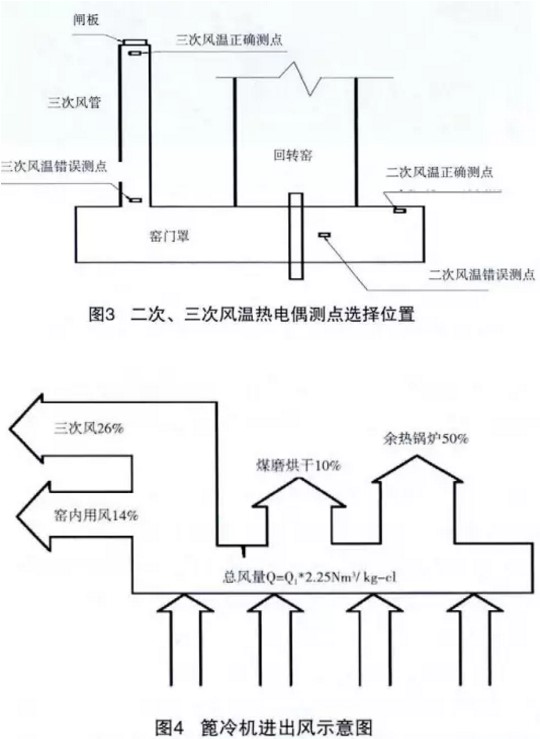
在篦冷机内,淬冷区熟料冷却用风量必须与入窑炉的二、三次风保持平衡。并保持窑尾与窑头风机拉风的平衡,才能使窑头始终处于微负压状态。这个状态的形成,是熟料冷却鼓入风和窑头、尾拉风共同作用的结果。在三组风之间形成了一个“零压区”。
零压区之前空气,不管温度高低,都由窑头罩进入窑、炉内。零压区之后的空气,用于原煤烘干或作余热发电利用后排出。淬冷区冷却风机配置不合理,采用厚料层操作时风机的压力不够。甚至因为不当的操作方法等原因,都会导致实际生产中“零压区”位置的飘移。
所以优化篦冷机性能,对篦冷机的改造,首先应该从淬冷区开始。篦冷机进出风示意图见图4。
2.3.2 淬冷区冷却风量的匹配
熟料落入篦冷机后,在移动多长的距离之内完成急冷是合理的,可以通过计算得出。现依一台Φ4.8×74m预分解窑篦冷机淬冷区的冷却风机配置情况,分析风机匹配的合理性。该回转窑实际生产能力为6000t/h。系统供风需求情况见表1。篦冷机设备配构成情况见表2。

由表2可知,按回转窑实际产量6000t/d,计算篦冷机配置的总冷却风量为2.25 Nm3/kg-cl。当熟料热耗为 800×4.182kJ/kg-cl时,扣除一次风和分解炉喷煤管的风量,计算得入窑炉的合计风量为241525Nm3/h。但由表1可以看出,篦冷机高温区一段1~3室的9台风机总冷却风量仅为230640 Nm3/h,满足不了窑炉系统对二、三次风的需求。
并且,由于篦冷机在三、四室之间设置了档风墙,增大了窑尾风机向二段篦床(中温段)拉风的阻力。生产过程中,因为一段篦床供风满足不了窑炉用风的需求,采用高温风机强拉风操作,造成窑头、窑尾及三次风入炉负压值的升高。二、三次风温长期低于1000℃运行,且波动不稳,对窑内正常煅烧和燃料消耗都造成很大影响。
由此可以看出,篦冷机淬冷区的冷却用风量,并不是由冷却熟料的用风量决定的,而是取决于窑、炉 对二、三次风的需求量,淬冷区的冷却用风量必须满足窑炉系统对二、三次风的需求,这是淬冷区冷却风量匹配时需要明确的基本原则。
2.3.3 淬冷区风机风压的选取
提高二、三次风温度,可以提高煤粉的燃烧速率,提高烧成带热力强度;从而提高出窑熟料温度,形成熟料煅烧系统有效热利用的良性循环。是提高热交换效率,节能降耗的前提。事实上,从热交换的角度考虑,在篦冷机内风量一定时,熟料和冷却风的热交换,应尽可能增加交换时间和交换面积。因此,采用厚料层操作 是提高篦冷机换热效率的基础。第三代篦冷机热回收区的料层厚度一般要求控制在800mm左右。
但是,厚料层操作势必造成篦床阻力的升高,尤其是熟料结粒不好,细粉数量增加时,阻力篦板和物料的沿程阻力增加,冷却风机风压不足,气流就无法有效地穿透细料层,导致篦冷机高温段 “红河”的产生。因此,第三代篦冷机对冷却风机风压的要求较高。必须保证在各种条件下都具备克服系统阻力的能力。

式中:
γ——空气密度,kg/m3,取1.293 kg/m3;
g——重力加速度,m/s2,取9.8m/s2;
hi——各风室熟料层厚度,mm;
υn——通过篦板孔风速,m/s,在高温区≈40m/s;
υi——各风室冷风通过料层风速,m/s;
各风室风压设计选型:P=1.5ΔP
在此需强调指出,虽然根据设备选型计算,篦冷机一室风机风压在11kPa左右,就能够满足系统对风压的要求。但在实际生产过程中,由于窑况波动、细粉料多,物料离析等因素的影响,高温段物料会经常发生吹不透的情况。导致入窑、炉的二、三次风供风不足。为扭转这种不正常的状况,很多企业都有意识的提高了进料口区的风压配置,将风压加大到12kPa以上,并收到良好的使用效果。
因此,许多使用第三代篦冷机的企业都提出,对于三代机的配风原则应该趋向于“高风压,低风量”。某厂的高温段风机改造后风机匹配情况见表3。该厂篦冷机的改造方案,只对进口区冷却前端五排固定篦板的两台风机进行了改造。
由表3可见,为满足加厚篦冷机料层的需要,改造时,除了补充前端五排固定篦板冷却风量外,还重点考虑了风机压头的提高。风机改造后,总风量增加了10200m3/h;风压增加了约500Pa,达到了12kPa左右。在改造方案实施过程中,只购置了AFL9-38冷却风机一台,替换了原中间空气梁的57.06冷却风机。并将换下的57.06风机用作了57.07风机。全部改造费用仅约花费5万元。改造项目完成后,将篦床料层厚度由原来的600mm提高到800mm。入窑二次风温度提高了100℃以上,出篦冷机熟料可不见红料,温度降低到100~150℃,余热发电量增大了约500kW/h。改造前后系统热工参数变化情况见表4。

2.3.4 其他部分的优化
(1)落料端固定床的优化
常用的方法有:将固定床部分的篦板按“行”排列组合,形成几个独立的行单元。对篦板分组采用充气梁供风。特别是在考虑到落料的离析现象后,细料端的风机压力调高一些,以求得冷却效果一致;同时,增加“脉动流量”控制阀,在行的方向上,形成控制流。或者将篦板按“列”排列组合,采用多台参数不同的风机供风。同时按照不同列的排列位置,采用“脉动流量”控制阀分列供风;形成纵向控制流的工况。这种结构可以有效的产生急冷,并且控制“红河”的产生;自从出现了篦板下面安装空气平衡阀的技术之后,有的企业将篦冷机高温落料端的篦板下面也安装了平衡阀。并将其组合成一个风室,由一台风机供风。依靠平衡阀保证每块篦板上的通风量是与熟料冷却效果匹配的。这种结构,一般只需一台风机。
(2)落料端后面篦床的优化
对于高温落料端后面篦床的优化改造,目前意见各不相同。有些企业,把改造的重点放在了篦床结构上,讨论采用第三代充气梁还是第四代推动棒好的问题。当然,一个好的结构谁都喜欢。但问题的关键是这些结构对实现目标的作用,以及投资的多少,才是采用的依据。由于现在使用的第三代充气梁篦冷机,在全面考虑长度、宽度方向的料层阻力和料温分布规律后,能够比较合理的划分冷却区域。并能根据冷却工艺、产量、料层和温度分布,有针对性地配以可以调节的冷却风,因此,对一室以后活动篦床的优化改造,应以选择合理的篦板形式、恰当调整冷却风机的性能匹配,采用新型密封材料和技术,加强风室密封和风阀锁风为重点。当然,也并不排除采用第四代篦冷机的篦床结构,以达到一劳永逸的效果。
(3)篦板制作与形式的优化
随着制造技术的进步,推动式篦冷机已经开发出耐磨复合篦板;采用了激光技术加工篦板缝隙。现在篦冷机的篦板是铸造成形,篦板篦缝在2~3mm,尺寸再缩小就很难控制了。采用激光加工技术后,若篦缝能达到1mm左右,冷却效果将会更好。有的篦板采用环形喷咀,改善了气流的方向和分布;有的开发商还在开发带二次料层的篦床等其它结构形式的篦床,以改善冷却效果。充分展示了第三代篦冷机广阔的应用前景。
(4)熟料破碎改为辊式破碎机
目前5000t/d熟料生产线第三代篦冷机的熟料破碎,已开发使用辊式破碎机,同锤式破碎机比较,辊式破碎机具有以下明显优势:电耗低:辊式破碎机比锤式破碎节电约50%。
振动小:辊式破碎机转速低,因而振动较小,且不会类似锤式破碎机引起扬尘,并可取消原篦冷机尾部的链条链幕。
磨损小、工作寿命长:随着技术发展,耐磨材料的成功运用,辊子辊套具有良好的耐磨性、磨损小,其辊子的工作寿命是锤式破碎机锤头的4~5倍。
出料粒度控制均匀:辊子辊套的磨损小,辊缝误差变化极微。
通过调整辊间距来调整出破碎机熟料的粒度,可方便控制熟料在一个比较均匀、集中的粒度范围内。
破碎能力强:较小熟料颗粒直接从辊缝中落下,其余熟料通过辊子借助摩擦力和重力的作用咬入破碎腔内,使其受到挤压和磨削作用达到破碎效果;辊式破碎机对直径比较大的熟料块具有出人意料的破碎效果,主要归因于辊子表面凸凹不平的辊齿,大块熟料被辊齿层层剥掉,而不同于锤式破碎机将其打碎,且辊齿套设计成统一规格,互换性强。
具有自动过载保护功能及不同模式的破碎组合:每个辊子可实现单独驱动,当破碎腔进入不可破碎的铁块或其它硬物时,辊子出现过载跳停并反转,试图努力破碎,若仍无法破碎时,只需人工前往取出铁块或其它硬物即可继续运转,此过载保护良好的保护了辊齿,减少了维修工作量,提高了使用寿命。
5000t/d熟料生产线,辊式破碎机一般配套4个辊子,综合国、内外如CP公司、天津院、海螺川崎等的熟料辊式破碎机,集中了几种不同模式组合如下(见图5):
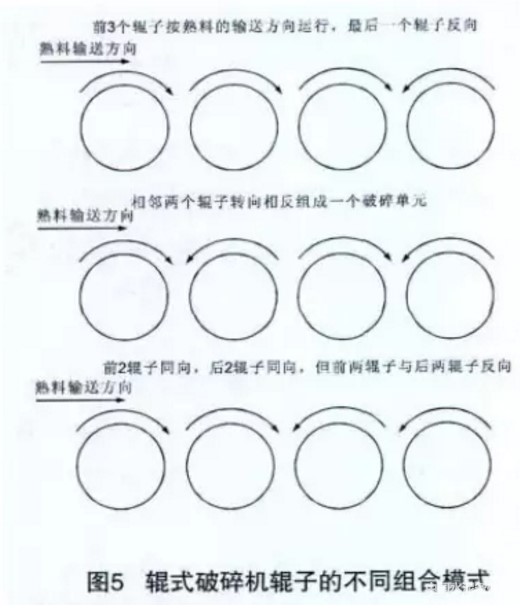
①前3个辊子按熟料的输送方向运行,最后一个辊子反向;
②相邻两个辊子转向相反组成一个破碎单元;
③前2辊子同向,后2辊子同向,但前2辊子与后2辊子反向。
(待续)
作者:刘仁德
出处:中国水泥备件网微信公众号(关注查询更多资讯)
欢迎投稿,投稿邮箱:tougao#cement365.com(#替换为@)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号