技术 | 辊压机及挤压联合粉磨技术讲义(上)
辊压机部分
一、工作原理和工作方式:
该设备根据高压料层粉碎能耗低的原理,采用单颗粒粉碎群体化的工作方式,脆性物料经过高压区挤压后使物料粒度迅速减小,<0.08mm的细粉含量达20%~30%,<2mm的物料含量达70%以上,在所有经挤压后的物料表面存有大量的裂纹,易磨性显著改善,使物料在进入下一工序的粉磨时所需的粉磨能耗大幅度降低,获得大幅度增产节能的效果。
辊压机的核心部分是两个辊径辊宽相同,相向转动的磨辊,辊压机采用的工作方式是在两个相向转动的磨辊之间形成高压力区,采用过饱和喂料的方式在磨辊上方设置用于保证仓内料位的称重仓,料位由称重传感器以负反馈方式控制,形成具有一定料压的料柱,通过进料装置喂入两磨辊之间,磨辊将物料拉入辊隙后在压力区以高压将物料压成密实的料饼后从辊隙间落下进入下一工序。
由于辊压机工作时采用完全正压力对物料实施挤压,同时在辊面菱形花纹对物料的限制作用下,物料与磨辊之间无产生剪切效果的相对滑移(注:在获得相同粉碎效果的前提下,剪应变所需能量是压应变的5倍),所以上述工作方式不仅节省能耗,辊面磨损也很小。

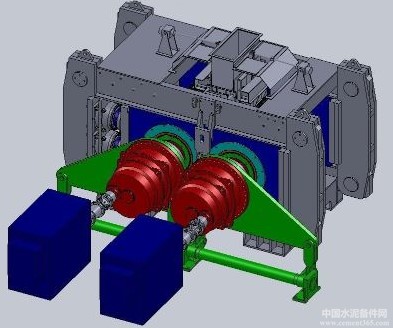
二、设备结构:
设备由主机架、轴系、液压系统、润滑系统、进料装置、传动系统、检测系统等组成。
1、主机架:
主机架用于承受设备的挤压粉碎力,分别由上、下横梁,左、右立柱,承载销,定位销,导轨及高强度联接螺栓组等组成。上、下横梁采用工字型结构,左、右立柱则采用工字型与箱型相结合的结构形式,均具有较高的刚度,通过高强度螺栓组的联接使整个机架形成一个刚性的整体。
承载销将立柱上所受到的挤压粉碎力传递到上、下横梁;定位销则用于确定两侧上、下横梁的中心距。
安装于两侧下横梁的导轨是活动辊轴承座的导向装置,两侧的导轨宽度稍有不同,靠近传动一侧的导轨稍宽。
高强度螺栓组是确保主机架联接的关键,不可用普通螺栓代替,同时必须保证联接紧密可靠。
2、液压系统原理和操作:
液压系统为设备的挤压粉碎力提供所必需的压力源,起液压弹簧作用,并兼有液压保护功能,其性能直接影响挤压粉碎物料的质量和设备的安全运行。液压系统采用柔性操作的方式,即在系统操作压力大致保持恒定的前提下,工作辊缝随被挤压物料粒度的变化而变化。系统中两个大容量蓄能器与主油路连通,蓄能器内的皮囊充有一定压力的氮气,在磨辊辊间进入较大粒度的物料时,部分液压油会利用气体的可压缩性进入蓄能器,暂时积蓄多余的能量,允许磨辊作暂时的退让。
液压系统中的滤油与加压油路串联布置,可以使液压油经过滤后进入主油路,避免因杂质进入主油路可能造成的系统元件的堵塞。系统压力可根据操作需要无级调节。
系统加压进辊时液压油在系统动力源齿轮泵的作用下依次经过滤油器、三位四通电磁换向阀、电磁阀、直角单向阀进入油缸高压腔,将压力通过油缸活塞、移动辊轴承座、移动辊施加在被挤压的物料上,此时,在液压油返回油路中的电磁阀处于断电时的油路开通状态,以保证液压缸低压腔无油压形成。由于设备是在液压系统处于保压状态下连续工作,因而液压系统在加压回路设置了三道保护功能,液压油的出口压力由泵站溢流阀控制,构成第一道保护,压力值由泵站压力表读取;系统操作压力由电磁溢流阀控制,构成第二道保护,该溢流阀即可电控,也可液控,压力值由电接点压力表读取;最终安全保护压力亦即第三道保护由压力传感器控制,一旦系统由于磨辊间进入异物造成压力骤增,系统将迅速卸压使磨辊退让以保护设备。
设备需要退辊时须将液压系统卸压,然后启动退辊回路,液压油依次经过滤油器、三位四通电磁换向阀退辊通道进入油缸低压腔将磨辊拉回。此时的退辊压力由退辊回路溢流阀控制,压力由泵站溢流阀读取。在系统实行退辊操作时,在液压油返回油路中的电磁阀处于通电时的油路闭合状态,以保证在液压油低压腔形成有效油压将磨辊拉回。设备的退辊功能多用于在坚硬的异物进入磨辊后故障的排除。
3、轴系:
主轴轴系由堆焊有一定厚度耐磨材料的磨辊主轴、双列球面滚子轴承、轴承座,以及内外轴承端盖、定位环、端面热电阻、水冷却系统等组成。轴系分为两套,一套固定,在机架内腔固装于机架立柱,称固定辊轴系;一套安装于机架内腔,可在导轨上随进入磨辊压力区的物料粒度变化作水平方向的往复移动,称活动辊轴系。
磨辊主轴采用分体式结构,由辊体和轴套两部分组成,轴套通过热装方式套装在轴体,表面堆焊高硬度耐磨层,在经过长时间运行磨损后可在磨辊表面直接补焊修复,简便易行。经多次补焊修复焊接性能逐渐恶化难以继续补焊时可更换新辊套。主轴两轴承支撑处均为圆锥段,该结构便于检修时轴承的拆卸和安装。紧贴在主轴承外圈的端面热电阻用以检测主轴承工作温度,保证连续检测、报警,控制主轴承工作温度。水冷却系统用以降低主轴及主轴承工作温度,保证主轴轴系能够安全稳定地连续运行。
4、进料装置:
进料装置用以保证物料能够均匀、定量地进入压力区,使物料受到有效挤压。在生产运行中,物料始终充满整个进料装置以保证必须的料压,被导入磨辊辊隙间的压力区。
进料装置由挡板、侧挡板、调节插板和侧挡板顶紧装置组成,在磨损倾向严重的侧挡板下端设置了高硬度的硬质合金材料,可以减少磨损,提高使用周期,保证物料的挤压质量。
调节插板用以控制料饼厚度以达到控制处理量的目的,由手轮、调节螺杆和焊有耐磨材料的插板组成。
侧挡板弹性顶紧装置由支架、顶紧螺杆、蝶形弹簧及弹簧座组成,用以控制侧挡板与磨辊端面的最小间隙,在侧挡板不与磨辊端面接触的前提下减少边缘漏料,满足设备过饱和喂料的操作要求,保证物料的挤压质量。

5、传动系统:
传动系统采用行星减速机悬挂式传动方式,通过缩套联轴器将行星减速机的输出轴刚性地固定在磨辊主轴轴颈上。减速机的输出扭矩由扭矩支承装置平衡,扭矩支承装置由弹性系统和四连杆机构组成,系统中的弹性元件采用轴向尺寸小,刚度系数大的碟形弹簧。弹性系统具有均载、吸振和缓冲的作用;四连杆机构可满足活动辊的水平移动。
缩套联轴器为非标配套件,其工作原理是:拧紧高强度螺栓,使圆锥缩套紧压减速机的中空轴,中空轴发生弹性变形紧抱在主轴轴颈上,利用正压力所产生的摩擦力传递扭矩。
主电机与行星减速机之间采用万向节传动轴联接,由于万向节传动轴设置在高速端,所以所需传递的扭矩相对较小,同时还具有传动效率高、运行平稳、节点倾角大等特点。
6、润滑系统:
润滑系统用于主轴承的润滑,密封以及活动辊轴承座的润滑,保证主轴承在良好的润滑状态下安全可靠的运行;保证活动辊轴承座在良好的润滑条件下随物料的粒度变化作自如的往复移动。
润滑系统由多点润滑泵和递进式分配器组成。
多点润滑泵主要由贮油筒、柱塞式泵元件、减速电机组成。润滑泵打出的润滑脂由递进式分配器按比例分配给各个润滑点。系统中设有两个分配器,主机架两侧各一个。
系统设置的分配器在所分油路中的任何一个油路受阻,整个系统将停止工作。这样可避免在某一个或某些油路受阻时,操作人员不能及时发现的现象。分配器上配有一个滑杆,在系统正常工作时作有规律的往复移动,一旦油路受阻或润滑泵发生故障,滑杆会停止动作,显示故障征兆。
根据设备的运行特点,各润滑点的需油量以主轴承为最多,轴承端盖位置用于密封处次之,导轨位置需油量最少。在设备安装或检修油路后的重新安装可遵循上述规律将分配器出油口与各润滑点对应连接。
来源:《水泥粉磨技术》
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号