技术 | 空气输送斜槽节能改造及优化
由于空气输送斜槽在输送物料的过程中没有运动的零件,所以与同功率的胶带输送机、螺旋输送机、刮板输送机相比,具有磨损少、易维护、耗电少、用材省、无噪音、密闭好、构造简单、操作安全可靠,同时易于改变方向,能多点进料和卸料等优点,因此,近年来已被许多企业广为采用。但在使用过程中由于设计及使用不当,极易出现堵料现象,某公司针对空气输送斜槽堵料的原因进行分析及改造处理,这一问题已彻底解决,年节约电费13万元,现将解决过程总结如下,以供同行参考。
1、斜槽节能改造
通过分析得出,空气斜槽的用风量与斜槽的宽度、长度及单位面积耗气量有关,单位面积耗气量通常取1.5~3m3/(m2·minˉ1)(相当于可靠系数),通过现场观察取1.4m3/(m2·minˉ1)也能正常输送物料而不堵。但以往的观念认为风机风量越大,输送能力越大,导致公司的空气斜槽风机选型都偏大,能耗高,部分斜槽用1台风机就能满足要求而实际使用2台甚至3台,4kW风机就满足要求而实际使用7.5kW甚至11kW。
通过改造及置换,共拆除7.5kW风机9台,置换4kW风机6台,停用11kW风机1台,水泥粉磨工序可节省电耗52kW,按年45%运转率,每年可节约费用102492元。水泥包装工序节省电耗12KW,按年运转率65%运转率,每年可节约费用34164元,合计每年节约电费136656元。为降低改造成本,所用的风机均为现有拆除的小功率风机,钢材及配件费用1万元,人工费3万元,4个月即可收回成本。
2、斜槽堵料原因分析及处理
2.1 输送能力不足导致堵料
由于公司2016年实施的《#2水泥磨新增辊压机系统节能减排改造》项目设计台时为230t/h(以P·042.5为基准), 通过后期的优化及改造,生产P·042.5水泥台时280 t/h,生产P·032.5水泥台时最高可达到320t/h。造成台时超过300t/h时出现堵料现象,前期我们采取的措施是增加了一台4kW风机,在出料口增加压缩空气,但没有解决问题,由于堵料只能采取用锤敲打斜槽壳体的措施,导致斜槽壳体向内凹陷,越凹陷越是容易堵料,这样形成恶性循环。后来采取增加斜槽斜度,将辊压机人磨斜槽由7°增加至11°成品入库斜槽由6°增加至8°,彻底解决了由于输送能力有限导致的堵料现象。
2.2 结构不合理导致堵料
空气输送要尽量避免物料的对冲、高空垂直入料及连续拐弯,由于以上不合理结构会使物料形不成初速度而造成堵料。公司对以上结构存在问题的处理方法如下:
(1)成品斜槽减少物料对冲改造,将原来的“T型”改为“Y型”,见图1。

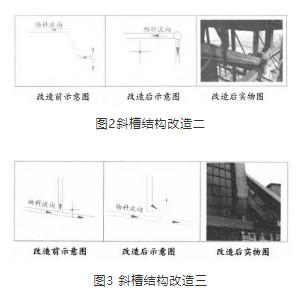
(2)入磨斜槽拐弯较多,形不成初速度造成物料堆积而堵料,通过改造减少斜槽转弯2处,见图2。
3、结论
斜槽风机输送能力与斜槽宽度、斜度、物料性能有关。风机风量过大造成能耗上升及漏灰,公司通过对空气斜槽风机的改造优化,每年节约电耗13万元,取得预期效果。空气斜槽应尽量减少或避免物料对冲及斜槽连续拐弯,避免高落差垂直人料,通过对斜槽结构改造,运行一年未发生堵料现象。
来源:《谷祁连山水泥有限公司》
作者:陈梁,史少平,徐明玉,蒋国平
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号