技术 | 延长回转窑2~18m耐火砖使用寿命的措施
一、调整燃烧器和更换耐火砖
近几年红窑多发生在窑口2-5m处,特别是3m左右直接结合镁铬砖与硅莫砖结合点处是高温点经常出现的区域,除与长时间运行窑工艺环境恶化有关外,燃烧器火焰形状不稳致使火焰冲刷窑皮也是主要原因。检修期间将燃烧器返回厂家进行检修,校正了各风道间隙。对燃烧器重新进行了定位,其中心位置定位在第四象限(10cm,10cm)处,端面冷态与窑口平齐,一次风压稳定26~28kPa,适当开大内旋流风,增加对二次风的携卷能力,使风煤混合更加充分,从而提高火焰温度。运行中根据窑况只做细微调整,不做大幅变动。结合实际,将烧成带前后与直接结合镁铬砖结合处用砖更换为热震性能优良的硅莫红砖,换砖前后变化见表1。
表1 窑换砖情况对比
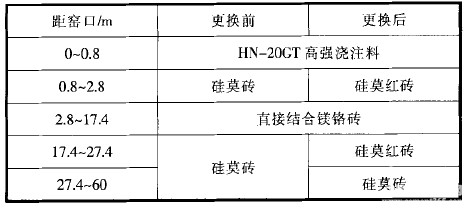
直接结合镁铬砖和硅莫红砖均由北京瑞泰某耐火材料有限公司生产,运行时在3m、18m处各准备一台风机,发现温度超过280℃时及时开启风机补挂窑皮。
二、将板式三次风阀改为圆柱形风阀
2010年10月份窑运行4个月后,窑口飞砂现象明显,窑内经常出现结圈且fCaO持续偏高,系统负压升高,窑内通风不畅,煤燃烧不充分。初步认为是窑长时间运行系统结皮增多所致。对下料管、烟室放炮处理后,负压有所改善,但三四天后以上现象再次发生。进一步检查发现三次风管几乎全部堵塞。分析认为,板式风阀使用周期短,一般在3个月左右,由于受高温物料冲刷,且只能从下部通风,风阀迎风面极易结皮,长时间运行后风阀调节不灵活,三次风管内积料堵塞整个通道,由于整个过程发展缓慢,中控很难察觉,致使窑、炉用风平衡破坏,窑内通风加剧,火焰不畅,窑内有害物质富集,加大了对窑砖的冲刷效果。该公司通过研究,用圆柱形风阀取代板式风阀,由于圆柱形风阀从三面过风,结皮几率大大降低;在三次风管下部积料易沉降部位设置入孔门,定期对积料进行清理。改造完毕后,窑、炉通风顺畅,飞砂现象基本消失,熟料质量得到很大改善。风阀改造前后示意见图1。
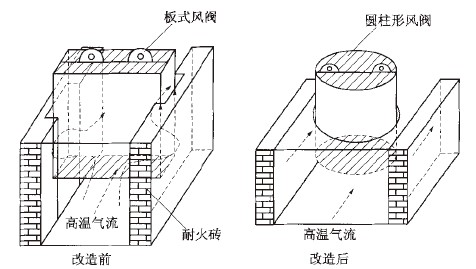
图1 风阀改造前后示意
三、严格执行升温制度
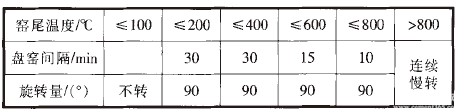
以前由于生产任务紧以及对升温过程重视程度不够,往往换砖后升温7~8h就投料,耐火砖内水分烘干不彻底,耐火砖头部经常出现炸裂现象。本次升温严格执行“慢升温,不回头”的原则,适时进行保温,炸裂和剥落现象没有发生。升温曲线见图2,盘车制度见表2。
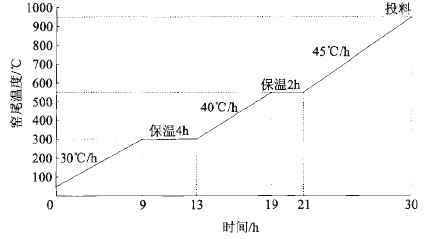
图2 窑升温曲线
表2 窑盘车制度
四、挂窑皮操作
该公司目前采用石灰石、钢渣和砂岩三组分进行配料,熟料率值分别为:KH=0.92±0.002,n=2.7±0.1,P+1.6±0.1。为了保证所挂窑皮平整、牢固,本次挂窑皮操作采用平时正常生产所用生料,在烟室温度达到950℃时开始投料,喂料量为设计产量的60%,时刻保持窑速与喂料量匹配,窑前观察烧成带出现第一层窑皮时开始逐步加料,并保持窑前热力强度适中,当喂料量达到160t/h时保持稳定,待72h挂窑皮操作完成后,逐步增加喂料量至设计值。在原煤使用上,该公司由于原煤产地多,经常是同时从十多家煤炭公司进煤,原煤搭配不均,加上矩形堆场兼顾砂岩、钢渣的供应,以前多采用铲车按比例供煤的方式,造成煤成分不稳定,发热量忽高忽低,窑内不易控制。为加强煤均化效果,在矩形堆场新增一台取料机,单独为煤磨供煤,保证原煤充分均化。
五、其他工艺措施
(1)加强原燃材料的均化。生料均化库底下料的六个区中要求至少有两对相对的斜槽同时下料,取煤时严格按照“平铺直取”的原则,使原燃材料得到最大程度的均化。
(2)加强现场管理。通过对下料管、烟室和分解炉缩口定期放炮清理,免除结皮死角。
(3)当窑情出现波动或窑皮脱落时,要及时采取措施补挂窑皮,并随时观察窑皮情况。
(4)提高中控人员操作水平,要求三班统一操作,严格掌握系统内温度和压力变化,保持系统内通风良好,坚持前后兼顾,防止温度过高或过低。
(5)将设备的抢修转化为日常的维护保养,强调润滑,将设备隐患消灭在萌芽状态,尽量减少停窑次数。
通过以上措施的执行和实施,延长了耐火材料的使用周期,维持了生产的稳定、正常运行。
作者:林道同,刘占军,孙和平
来源:《曲阜中联水泥有限公司》
中国水泥备件网微信公众号(关注查询更多资讯)(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号