技术 | Φ4×60m回转窑冷风罩支撑的改进
来源:《黑龙江省鹤岗鑫塔水泥有限责任公司》
发布日期:2020/9/7
编辑:张翀
核心提示:Φ4×60m回转窑冷风罩支撑的改进
一、项目概述
某水泥有限责任公司2500t/d水泥熟料生产线使用朝阳重型生产的Φ4×60(m)的回转窑。回转窑冷风罩结构形式如图1所示。
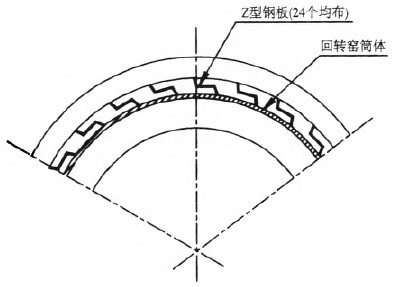
图1 回转窑冷风罩结构
二、冷风罩支撑存在的问题
冷风罩与回转窑筒体之间由24块Z型钢板(140×500×6)支撑,冷风罩和筒体调整同心后,焊接Z型钢板,Z型钢板主要作用是支撑冷风罩使之随筒体同步转动,并且克服筒体与冷风罩热胀冷缩量。但运转过程中发现Z型钢板容易开焊,使冷风罩与筒体发生相对转动,造成停窑事故。
经分析其开焊主要原因是筒体与冷风罩的热胀冷缩造成的,而且Z型钢板克服热胀冷缩的作用不大,即使焊接牢固也无济于事。多次停窑处理均不见效。于是采取多种方案解决热胀冷缩问题,例如:
(1)增加焊接强度。
(2)精确冷风罩和筒体的同心度,避免个别支撑钢板受力不均匀造成开焊。
(3)保证Z型钢板和筒体材质相同,保证热膨胀量一致。
(4)改变Z型钢板形状。使其加大膨胀系数。经多次试验,效果不好。
三、冷风罩改进方案
2012年10月该公司利用停产时间,在冷风罩Z型钢板后侧焊接如图所示的支撑。增加一组支撑后形成双保险,增大筒体和冷风罩之间的拉力,抵消筒体的变形量,减少开焊事故的发生。具体结构见图2。
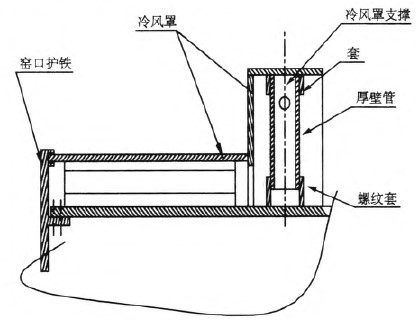
图2 改进方案
在筒体上焊接带螺纹的套管,套焊在冷风罩上,中间是带螺纹的厚壁管,全部24个均匀焊接在整个圆周上,焊脚高度15mm,保证足够的焊接强度。通过调整中间的厚壁管使冷风罩与窑筒体同心,调整后,将24个厚壁管全部调松3mm,因为通过计算窑体正常时由于冷风罩与窑筒体温差产生的膨胀量在半径上为3.5mm,因此留出3mm的间隙以防止应力过大。
四、结语
经上述方案处理后支撑不会开焊,冷风罩与筒体就不会相对转动,提高了设备运转率,使用半年来效果很好,没有再发生开焊现象,提高了经济效益。
作者:孟宪臣
来源:《黑龙江省鹤岗鑫塔水泥有限责任公司》
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号