技术 | 浅析水泥厂原料立式辊磨安装工艺要点
来源:《装备技术》
发布日期:2020/9/28
编辑:张翀
核心提示:浅析水泥厂原料立式辊磨安装工艺要点
一、水泥厂原料的设计原理以及立式辊磨组成部分
一般情况下,由壳体、分离器、磨盘、基座、减速机、主电机等组合起来组成完整的立式辊磨。立式辊磨的生产原理是把单位电耗、磨盘、磨棍的曲率以及粉磨的能力作为基础衡量的标准,从而找到更加合适的研磨的能力,在安装设备前应当详细的计算和分析磨盘以及压力框动态以及静态的载荷,从而将其压力进行平均的分配,使工艺的应力达到最佳的效果,在此过程中,还应当充分考虑热应力的影响对选粉区域控制要得当,减少磨内的不规则运动,使负荷的循环有所降低,从而使淹没的效率有所提高。在水泥厂运用了立式磨辊机,使粉磨处理实现了批量化的生产,由于这种设备自动化且大型化,是生产水泥非常实用的生产工艺。
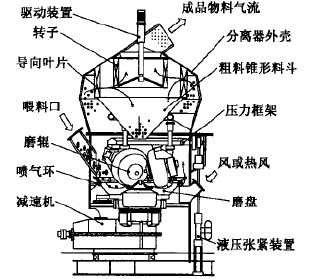
图1 结构示意图
二、水泥厂立式辊磨安装工艺要点
2.1 立式辊磨安装的工艺流程
在对立式辊磨进行安装的过程中,要想能够把握好它的安装工艺要点,就要非常了解它的工艺流程,在对水泥厂进行立式辊磨安装过程中,应当对这几项工艺流程进行良好的把控:首先,在安装前应当仔细的检查所要安装的辊磨的各个部件是否完好,做好最基本的检查和验收工作,与此同时还应当完成各部件和设备的交接工作,然后在安装过程中应当先将电动机座、立柱桥架以及主机座进行安装,同时将各辅助部件安装完毕,然后再将壳体、磨盘座、磨辊、紧张装置等设备完成安装,在流程的最后,才能将液压管路、冷却水管路以及磨辊测温装置进行最后的安装。在对立式辊磨安装过程中,由于安装的工艺比较零碎,注意事项相对比较多,所以安装时需要对安装的要点进行全面的分析,只有这样才能使安装过程不出任何差错。
2.2 立式辊磨中心位置的确立
在进行立式辊磨安装的准备阶段时,首先要测量并且详细的考察安装的现场,将安装的中心位置进行确定,它的中心位置可以用地规或者卷尺进行测量,在进行测量时,首先要找准中心位置的参照点,这个参照点可以设置为紧张装置的下接点,在设置好中心位置后,要对设置的中心位置进行检查,检查时应当运用经纬水平仪等比较精确的设备,要保证纵横方向的偏差要小于零点五毫米,基座全长的偏差小于零点零零零二毫米,虽然这个阶段并没有开始立式辊磨的安装,但是这个过程的所有工艺流程也是具有非常关键作用的。
2.3 安装立式辊磨基座的安装要点
在安装立式辊磨主机的过程中,首先应当清理地基的表面,然后将垫片和基础框架放置妥当,用来固定和支撑立式辊磨主机,然后测量基座的水平度和基座的高度,将地脚螺栓放置入地脚螺栓箱中,在安装时应当注意减速器的底座应当与主机的基座中心位置完全重合;在安装电动机基座时,应当注意与主机基座的安装方法是一样的,底座之间的误差值要保持一致,并且安装时要找好基座的位置,然后对基座进行续焊,对其进行平焊和仰焊时应当在焊结束后再进行,与此同时还应当对同一接口进行焊接,这样才能更加有效的避免焊接后发生变形问题,从而保证能够一次性完成灌浆的工作,如果基座的位置已经调整得非常精准那么就可以拧紧地脚螺栓了。
2.4 原料立式辊磨减速机的安装要点
在安装减速机时,首先要对减速机的位置进行确定,因为它要完成主机的减速工作,还要负责研磨件进行支撑。所以它所在的位置是非常关键的,一定要仔细找准其位置,应当用起重机将其吊装,并在找准中心位置后将其轻轻放置于中心位置处,这时它的中心位置,应当与主机基座的中心位置进行重叠。然后,对减速基座的位置进行准确的测量,测量时可以采用框式水平仪进行,在安装过程中,施工人员一定要注意将基座表面的杂质清理干净,当减速基座不同几个点的位置,出现较大偏差时,应当进行相应的调整,如果淹没的范围超出了所需范围,那么应当将水平尺和角磨机搭配进行使用,从而保证能够在减速机基座的范围内工作。
2.5 立柱安装时需注意的要点
在安装立柱的过程中,首先应当用螺栓将架体串联好,架体连接好后,有了准确的定位,就可以对架体进行焊接了,调整架体在安装时,应当将减速器作为其中心,最大偏差也不能超过零点五毫米,在焊接完成后,应当打磨掉或者割掉相对多余的部分,在将其焊接在主机的基座上,这样就完成了立柱的安装。
2.6 磨盘座及支座工艺的安装要点
在安装磨盘过程中,不论是搬运还是安装,都要将磨盘座的接触面向上,在安装前,应当现在需要安装磨盘的部分搭建一个道木墩,然后将磨盘座放于其上,这样做的目的是磨盘与地面可以有一个绝热的部分,在放置磨盘后,可以将密封锥焊接并且安装。最后确保磨盘做与减速机座表面保持平整并且干净。在这过程中,我们可以用起重机调起磨盘并且对其进行安装,只有这样才能使磨盘准确无误的落于减速机之上,在安装过程中应当随时进行监控和检查,可以用塞尺对检查接触是否良好,确认接触的程度后,就可以将螺栓拧紧了。
2.7 磨体内附件的安装要点
在平台上把喷气环组对并焊接,安装喷气环衬板及导向衬板后,将整个喷气环安放在磨体内正确位置,高度调节好后用楔子固定,其与壳体部位间隙用石棉绳塞填及盖板固定,再用方钢调整好喷气环与磨盘的间隙,使之均匀,符合要求后将其焊在喷气环上。
2.8 压力框架及管路等安装时的要点
在安装压力框架时,要对框架的中心位置以及上架的间距进行控制,要注意摆正框架与磨辊之间的接触点位置,要用垫片找匀冲击板之间的间隙;在对所有管路进行安装的过程中都应当依据安装的要点进行严格的安装,对于安装的每个部分我们都要非常重视,并且将每一个安装环节都作为关注的重点,保证安装的质量。
三、结束语
在水泥厂的生产过程中,立式辊磨的技术已经得到了非常广泛的应用,由于这种生产工艺自身存在着一定的优势,并且这种生产工艺,在整个生产先上运行工作都是相对比较好的,所以我们在对其进行安装时,一定要把握好它的安装工艺,生产线上的设备条件良好,才能够在生产过程中产出更多更好的产品,从而使企业的经济效益得到提升。
作者:张少亮,范玉智
来源:《装备技术》
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号