技术 | 篦冷机二段熟料压床故障的分析与处理
引言
某公司5000t/d熟料预分解窑水泥生产线于2008年3月投产,当前烧成系统熟料产量5600t/d左右。该烧成系统配套篦冷机型号为NC39325推动式篦式冷却机,该篦冷机为三段液压传动,篦速4~25r/min。生产10余年来,于2019年4月发生了第一次压床事故,导致烧成系统停窑8.8h。本文就对本次压床事故进行分析,并总结处理方法。
2019年4月5日中班烧成系统正常运行中,喂料量420t/h,窑速3.95r/min,篦冷机篦速12.5/13.7/24.3r/min,19:01篦冷机二段篦速出现小幅波动,篦速给定13.7r/min,反馈波动到11r/min。油压之前一直低于8MPa,在正常范围内,19:02篦速反馈由11r/min左右波动到7r/min,二段运行的油压在0~8.95MPa之间(见图1),在19:04时篦速反馈进一步降低到3r/min,19:04操作员联系现场巡检检查二段运行状况,巡检到现场后发现二段液压缸已停止不动。窑速由3.85r/min降到3.0r/min,19:07篦冷机二段跳停。19:10一段跳度较停,窑减产到300t/h,窑速降到1.0r/min,19:15窑减产到260t/h,窑速降到0.6r/min,19:27系统止料操作。现场电气人员检查控制系统,机修人员检查篦下室和液压缸情况。打开三段入孔门发现二段的料层为正常厚度在650~700 mm之间,在一二段连接处料层稍厚些。
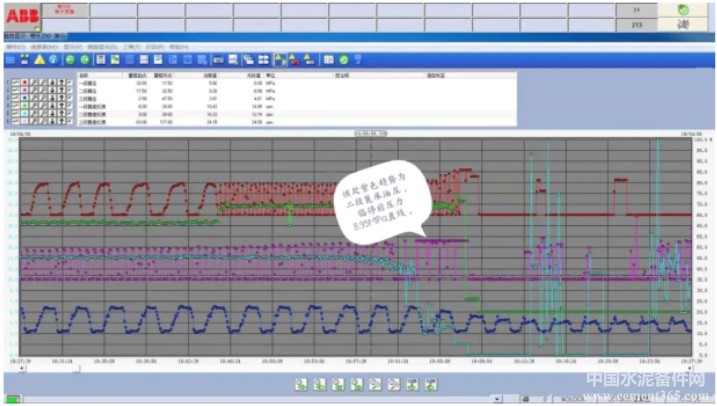
图1 二段篦床停机前后的篦速及压力趋势图
(1)电气复位处理,数次开启二段未能成功,电气柜上反馈“70s内无限位信号”的报警,检查限位开关并无异常。
(2)更换液压缸。因判断液压缸有串缸现象,限位信号安装在北侧,先更换了北侧液压缸,更换后没有能够正常开启。对南侧液压缸又进行了更换,仍然没有开启成功。
(3)篦床清料。在更换完液压缸没有效果后,对二段篦床尾部的熟料向三段清理,清理有5 m长度后,再次启动篦床,二段成功开启。
3.1 原因分析
篦冷机二段跳停时,油压最高8.95MPa,并不高,通过观察压力曲线图,发现油压在最高反馈到8.95MPa(4~8.95MPa)时持续了近2min ,没有反馈超过8.95MPa的压力。根据生产运行经验,二段油压在12MPa以下都属于正常范围,为什么现在最高只能达到8.9MPa呢?在排除篦床内部传动系统故障后,认为篦冷机二段篦床跳停原因如下:
(1)液压缸缸体内渗,活塞密封磨损造成供油窜油,需更换液压缸解决。
(2)篦冷机柱塞泵柱塞磨损,带来供油量不足,压力不够,需更换新油泵。
(3)比例阀阀组中单向阀及溢流阀损坏,造成内渗后压力不足。
结合以上三方面的原因,首先更换液压缸后没有效果,排除密封损坏,事后液压缸解体检查,也发现缸体内密封没有损坏,不存在内漏情况。再对二段液压油路锁死进行保压试验,油泵压力调试正常,供油压力达到18MPa,排除油泵原因。进行比例阀溢流调整试验时,供油压力不足10MPa,压力偏低太多,认为事故原因即由该溢流阀引起。篦床上清理一部分熟料后,虽能正常开启运行,但如果继续使用该溢流阀,在篦床料量稍多、负荷偏大时仍会出现供油压力不足,仍然会导致二段压床事故发生,导致系统无法正常运行。
3.2 处理措施
更换溢流阀,运行过程中二段压力由故障前的最高8.95MPa达到12MPa左右。
篦冷机液压系统中的元器件在运行周期偏长后,停机期间应及时校检阀组的运行状态,防止因内部磨损老化引起工作效率的下降。通过此次事故的处理,我们在如何快速地进行液压系统的故障原因排除上积累了经验,为设备的稳定高效运行提供了保障。
作者:蒋猛,秦汝玉,邱泓龙
来源:《枣庄市沃丰水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号