技术 | 一种辊压机料流阀控制策略
引言
辊压机采用的是高压料层粉碎原理使物料得以粉碎,能够有效提高粉磨效率,降低水泥粉磨电耗,辊压机工况的好坏直接影响着磨机产能和电耗的高低。目前辊压机的调节方法都是人工通过调整辊压机的进料装置开度和研磨压力,来稳定辊压机的做功电流,不同的操作人员操作水平的差异和调节频率的不同,导致产品的产出率相差较大。文献研究了先进过程控制在辊压机水泥粉磨系统生产控制中的优势,以及将来需要解决的问题。本文利用优化系统采用模糊PID+死区补偿器的控制策略,旨在解决辊压机料流阀自动控制非线性问题,可快速的适应新工况变化,提高辊压机运行稳定性。
一、辊压机料流阀控制策略
针对辊压机电流系统惯性较大的特点,手动控制电流波动大,不利于辊压机稳定运行,影响预粉磨的产品质量。设计了一种具有克服异常扰动的闭环式料流阀控制策略,保证辊压机稳定运行。
1.1 数据处理
辊压机生产运行过程中受物料特性的变化影响,辊压机电流波动大,在实际的控制中对运行数据采用滑动平均值滤波,同时采用单位时间窗口判断数据波动情况。
Amp=W₁X₁+W₂X₂+W₃X₃+…+WnXn
其中,Amp-辊压机电流;W₁-第t-1时刻的电流权重;W₂-第t-2时刻的电流权重;Wn-第t-n时刻的电流权重;n-周期数;W₁+W₂+…+Wn=1
1.2 跨越阀门死区设计
辊压机料流阀的实际控制由于设备的特性,阀门存在2%的控制死区,控制器需要对阀门的动作死区进行计算,用于克服阀门动作不及时的问题。
阀门死区解析如下:
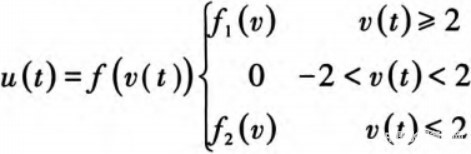
当控制器计算MV累计增量大于料流阀死区幅值时,DCS_MV=MV(控制器计算值),MV累计增量清零,反之亦然。
当MV累计增量大于料流阀开度值但小于该方向死区幅值时,当前周期DCS_MV=方向死区幅值,下一个采样周期DCS_SMV=MV(控制器计算值),MV累计增量清零,反之亦然。
1.3 模糊逻辑设计
使用辊压机电流偏差e和偏差变化ec作为模糊控制器的输入。利用模糊控制规则表在线对PID参数进行修改,并以PID参数的修正量为输出,最终得到PID控制器的比例Kp、积分T、微分Td三个参数,其中Kp₀,Ti₀,Td₀为基准值。
(1)Kp=Kp₀+△Kp
(2)Ti=Ti₀+△Ti
(3)Td=Td₀+△Td
PID表达式:
DMV(k)=100/Kp*(e(k)-e(k-1))+Ts/Ti*e(k)+Td/Ts*(e(k)-2e(k-1)+e(k-2))
(1)系统响应的初始阶段,误差e比较大且e×ec>0电流发散状态,减小比例度Kp,减小积分Ti,尽快地消除系统误差,调整Z过程中要防止积分饱和;为了对系统超调有所控制,瓦的取值也应相对较小。
(2)当误差e在可接受的区域时,控制器以控制超调为主,增大比例度Kp,减小积分修正量Ti,适量增加微分Td。
(3)当系统趋于稳定,误差e减少到比较小的程度时,控制器系数回归到基准值,进入调整死区控制器增加为0。为了确保证系统的稳定性和抗干扰性,避免产生振荡。当e(k)-e(k-1)的变化率较大时,减小Td,反之增加Td。
1.4 辊压机电流控制器
如图1展示了辊压机料流阀自动控制策略,具体包含:
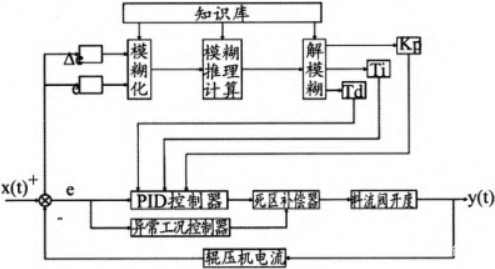
图1 控制原理图
(1)模糊PID控制器;(2)异常工况控制器;(3)阀门死区补偿器;
控制器主要通过调节辊压机的料流阀开度,控制辊压机做功电流,保证辊压机运行稳定高效。控制器同时对水泥配比变化,和异常扰动和电流振荡幅值进行实时监控分析,根据不同的工况切换不同的控制参数,较好的提高了控制器的鲁棒性。
在如上述常规控制系统基础之上,增加了水泥牌号切换控制策略,即水泥配比发生较大变化时,物料的流动特性发生变化,控制器根据物料的配比变化量和动态时间进行阀门开度调节,实现快速的调整料流阀到合适的控制区间,保证辊压机的运行稳定,满足了自动控制需求,自动控制统计数据见图2。
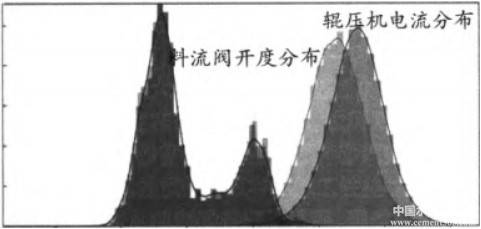
图2 自动控制数据分布
控制器在水泥磨系统中成功实施运行后的控制效果见图3,手动控制与控制器自动控制对比,自动控制的效果明显,设备的稳定性得到了大幅度提高,在水泥品种切换的过程中,控制可以快速的迁移到新的工况稳定运行,不需要操作人员进行任何操作。
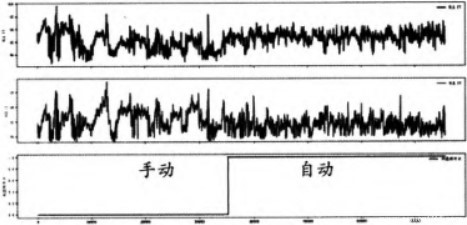
图3 辊压机电流手自动对比
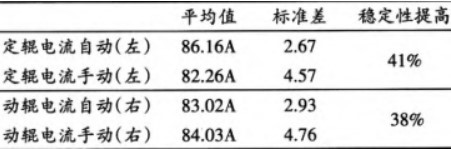
控制器投运后自动投运率≥95%,辊压机做功电流稳定性提高38%~41%,电流平均值提高1.5A左右,统计数据表1所示。
表1 辊压机电流统计
目前以该策略为核心的辊压机料流阀自动控制,已经在现场稳定运行3个月时间,控制器基本性能满足用户使用需求,可以更好的应对辊压机的物料特性不稳定带来的扰动问题,实现系统长期稳定运行。
综上所述,本文阐述的一种闭环式料流阀自适应控制策略——模糊PID+死区补偿器,实现辊压机料流阀的自动控制,提高了辊压机粉磨效率,为工程应用提供了一种技术手段,是一种具有工程应用价值的控制策略,应用前景广阔。
作者:李宏伟,刘刚,张成伟
来源:《南京凯盛国际工程有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号