技术 | ATOX辊磨磨辊润滑系统的使用与维护
引言
ATOX辊磨在运行过程中,其磨辊润滑系统需不间断地向磨辊轴承提供润滑油液,并不间断地将润滑油从磨辊轴承腔抽回到油箱进行清洁和冷却。因此,有效维护ATOX辊磨磨辊润滑系统,对保护磨辊轴承及保证辊磨系统长期稳定运行有着重要意义。
ATOX辊磨磨辊润滑系统由润滑油站及润滑油管路组成。润滑油站主要由油箱、油加热器、油冷却器、循环油和回油过滤器、循环油泵以及3个供油泵、3个回油泵、各种电气控制仪表(如供油管路上的流量仪表、回油管路上的测温仪表和真空压力仪表等)等组成。润滑油管路分为3组,每组管路包括1个供油管、1个回油管以及1个呼吸管路,全部管路由油箱连接到辊磨磨辊轴承内腔,磨辊润滑系统结构简图如图1所示。
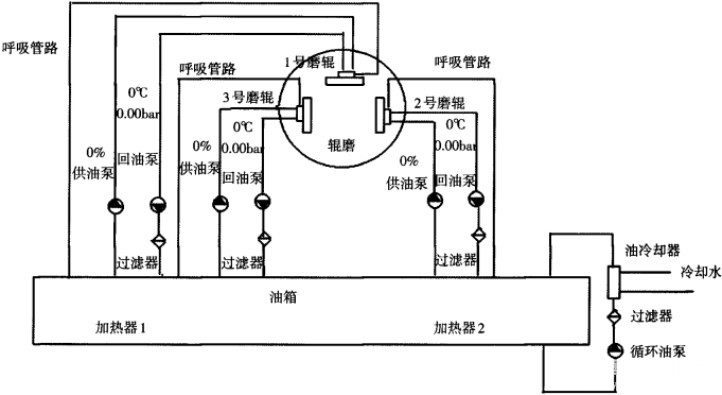
图1 磨辊润滑系统结构简图
ATOX辊磨磨辊润滑系统的运行由带触摸屏的本地PLC电气控制柜自动控制。磨辊润滑系统运行时,由供油泵和回油泵共同工作以保持磨辊轴承腔内的油位稳定。为防止磨辊轴承腔内的油位过低或充油过多,回油泵连续运行,供油泵间歇运行。供油泵的启停限值由回油管的实际真空负压限值决定,该启停限值可在电气控制柜的触摸屏上设定和修改。当回油管的真空负压高于启动限值时,供油泵启动运行;当真空负压低于停止限值时,供油泵停止运行。
供油泵启停初始默认限值设定如图2所示。磨辊润滑系统初次调试时,PLc电气控制系统推荐的供油泵启动真空负压限值为-0.25bar,停止真空负压限值为-0.45bar。为了获得稳定的润滑效果,需要根据现场的实际工况以及季节温度的变化,将初始默认限值修改设定为与之相适应的限值。由于3个磨辊到油站的距离不同,3个回油管的真空负压限值的设定也不必相同。
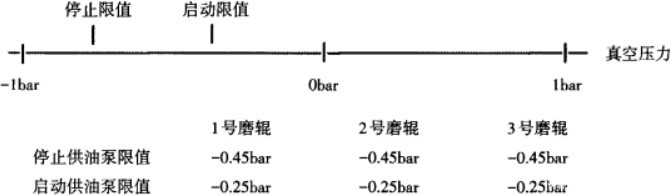
图2 供油泵启停初始默认限值设定
为防止供油泵长时间不启动造成磨辊内油位降低,PLC电气控制系统具有如下报警监控功能:当回油管的真空负压持续低于供油泵启动限值的时间>600s,系统预报警出现;当回油管的真空负压持续低于供油泵启动限值的时间>1200s,停车报警出现,磨辊润滑系统将停车。
2.1 润滑油输送管路及呼吸管路的安装
(1)为了保证磨辊轴承腔的密封完好以及油站油泵或阀的内部部件的使用寿命,需要保持润滑油液的清洁。在现场管路安装前,不能去掉管路塑料堵头,管路连接之后要用与润滑油性能相近的清洗油清洗管路。
(2)从辊磨本体到润滑油站的所有管路均应平滑安装,尽量减少弯曲,尤其应避免U型回弯,以减少润滑油在油管中行进的阻力。
2.2 润滑系统的密封
磨辊润滑系统从润滑油站到磨辊轴承腔是一个闭路循环系统。保持系统的气密性,进而保证系统压力的平衡是润滑系统长期稳定运行的必要条件,因此润滑系统的密封十分重要。
(1)在管路上即便是很小的泄漏,也会妨碍润滑系统的运行。供油管的泄漏点可以用增压的方法寻找,但回油管的泄露处却很难寻找,因为在回油管中存在负压,不能增压。润滑油站和油管连接的密封可通过拧紧油管之间的接头以及油管和油泵之间的接头获得。
(2)磨辊的密封可通过密封环加密封油脂的方式获得。在进行磨辊密封时,应按照操作说明书中的要求添加油脂。不加油脂或添加油脂太少,都起不到密封作用,但如果油脂添加过多,多余的油脂会渗入磨辊轴承腔内,造成润滑油液污染。因此,油脂的添加要适量。
2.3 润滑油站供油管路的油压调整
油站供油管路的油压限制一般在出厂时已经调整好,现场无需再调整。特殊情况需现场调整时,要将供油管路上的泄压阀压强调整到6bar。
2.4 润滑系统油泵的启动
油泵在无润滑油运转或反向运转时间稍长时,可能会造成严重损坏。在油泵第一次启动运转前,应先手动盘动油泵电机,保证运转无问题后再向油泵添加必要的润滑油,最后用点动的方式启动油泵电机,检查并确保油泵电机的旋转方向正确。
3.1 日常使用维护注意事项
(1)磨辊润滑系统停车检修时,应仔细检查管路连接处的接头是否因辊磨运行震动而松脱。
(2)加热器本体上的热继电器设定值不能过低,以免影响加热器连续加热工作;也不能过高,以免造成加热过程中润滑油液损坏。最高设定值一般以70℃为宜。
(3)如果需要在磨辊润滑系统运行过程中向油箱补充润滑油,应确保停机时油箱的空间足够容纳从磨辊轴承返回的润滑油。
(4)供油泵启停压力限值应根据季节和室外温度进行调整,应保持供油泵运行时间和停止时间之比为1:2或1:3。
(5)过滤器滤芯不可清洗,脏污的滤芯只能更换。循环油过滤器滤芯可在润滑系统运行时在线更换,但必须在循环油泵停车1h之内完成。回油管上的过滤器滤芯只能在停机时进行更换。
(6)定期为磨辊密封圈添加润滑油脂,添加周期一般为三个月左右。
(7)回油管路和呼吸管路外都缠有可自动控制温度的伴热带,在秋冬季节室外温度很低时,应及时投入使用。
(8)润滑油的更换间隔时间取决于磨辊正常运行工况下油液的质量。最好一年提取一次油液的样品进行化验分析,油液润滑质量很差时,必须予以更换。通常情况下,磨辊每运行8000h最好更换一次油液。
3.2 典型的磨辊润滑系统故障及处理
3.2.1磨辊回油温度偏高
(1)如果3台磨辊回油温度均异常偏高,则需从工艺操作上检查入磨气体温度是否过高,检查入磨辊轴承腔内的密封空气温度是否过高。
(2)如果油管上的伴热带温度继电器设定值偏高,造成伴热带持续通电工作,则要重新调整温度继电器跳闸温度设定值。一般温度继电器跳闸温度值设定为50℃。
(3)如果只有1台磨辊回油温度偏高,且取自该磨辊的油液里有金属颗粒,则可以判断该磨辊轴承有问题,需要停机进行检修。
3.2.2油箱油位异常降低
(1)若是因为磨辊轴封漏油,管路和软管接头处泄露,润滑装置总成、油泵或油冷却器漏油,应进行相应的检查和处理。
(2)若是因为某一磨辊充油过多,则要检查该磨辊真空压力限值设定是否合理,压力传感器工作是否正常。应根据需要重新调整真空压力限值或更换压力传感器。
(3)若某一磨辊没有回油,可能是因为回油泵有问题或回油管堵塞,应检查油泵的状况,根据情况修复或更换油泵,或者检查回油管是否堵塞,若堵塞则进行清理。
(4)若呼吸管路堵塞,破坏了润滑系统的压力平衡,会造成磨辊轴承内的油液很难抽回。此时需要清理呼吸管路。
3.2.3供油管路油液流量低且出现流量报警
(1)如果室外温度极低,供油管路和磨内均为冷态,则润滑油在供油管内流动时的压力增加会造成供油困难。若是此种情况,可以在油管上投入伴热带或电热毯进行加热升温,以及尝试向磨机内送入适量的窑尾热风。
(2)如果供油管路中的泄压阀调节不当,大部分的油液会从泄压阀流回油箱,需要重新正确调节。
(3)若是供油泵供油能力不足,则应检查供油泵的情况,特别应注意检查轴密封套情况,若有问题应及时进行修复或更换。
(4)若是流量计读数不正确,但供油油流压力却正常,则可能是流量计调整不正确或电子器件故障,应进行流量计调整或更换。
3.2.4过滤器更换异常频繁
提取油样并分析滤芯和油样里的金属颗粒或原料成分。
(1)如果样品中包含原料成分,说明回油管路尤其是磨内管路泄露,回油经过回油管路时被流入的含尘气体所污染,应检查回油管路并修复或更换。
(2)如果样品中含有一定量的金属颗粒,说明磨辊轴承出现问题,应停机检修磨辊轴承。
磨辊润滑系统的维护,应重点要抓住以下两点:一是保持合适的润滑油温度和平衡的润滑系统压力,二是检查处理润滑系统故障时,应从工艺、机械、电气等方面综合考虑。
作者:李永强
来源:《艾法史密斯贸易(北京)有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号