技术 | 某公司生料磨1600kW同异步电动机控制系统改造
某公司2号生料磨机采用1600kW日本Y AS-KAWA(安川) 同异步电动机, 生产于1979年, 运行接近40年,该电动机本体基于日本安川的技术,启动电流平稳,无冲击,运行效率较高,经过维护保养后,至少可以再服役10年。整套电控系统为日本三菱集团设计生产。鉴于当时的技术条件,该系统控制复杂,分立元件较多,励磁弱电控制部分经多次改造,稳定性可靠性较差,在正常生产过程中,该磨机经常出现电控系统原因的停车现象,主要表现为:
(1)故障停车后查找不到具体原因,再次开车正常;
(2)元器件老化,电机温度,轴承温度监控不准确;
(3)柜内特殊原件损坏后无法替换,只能拆除非关键部位替代;
(4)夏季温度高后,跳停几率增加。
上述故障均是由于整体电控部分处于元件老化,线路、继电器触点、模拟器件等部分处于元件失效期,由于该产品为日本上世纪70年代产品,元器件替换困难,维修难度越来越大,对生产安全造成严重威胁。
YASKAWA(安川)公司1600kW感应同步电机,由于电机容量较大,重载起动,该电机起动方式采用转子串联电阻方式,保证起动过程中都有较大的起动转矩和较小的起动电流,该电机起动后到合适时机,控制转子线圈换向,之后投入励磁电流,电机转换为同步电机运行方式,提高电机运行功率因数,而且具备了同步电机带载能力强、运行功率因数高等特点。
基于上述工作原理及三菱公司原有设备工作原理,改造如下:
(1) 采用KYN 28高压起动柜替代原高压控制部分,同时采用专用同步电机综合保护器,监控、保护电机运行,对电机运行中过载、低电压、过流、起动时间过长、负序过流、电机失步等进行保护。
(2)采用专用高压液阻柜,通过1A开关连接于电机转子,配合电机起动过程。
(3)采用大功率合金电阻器,合理连接于电机转子,配合电机起动。
(4) 采用西门子PLC, 控制液阻、起动电阻、励磁调节器、完成电机起动、运行等动作,同时监控电机定子温度、轴承温度等,对电机本体监视。
(5) 采用TDL-5励磁调节器,热备方式控制大功率可控硅整流元件,输出合理励磁电流,同时,监控电机运行功率因数,自动调节输出励磁电流,稳定电机运行,TDL-5励磁调节器双机热备切换时间10ms,无扰动完成控制切换,减少因为弱电原因的非正常停车。
该系统由西门子PLC作为主控单元, 采集电机各个阶段的运行状态,并同时发命令给当前运行阶段需要配合的部分,励磁调节器与PLC完美配合,保证机组的长时间正常运行,原理见图1。
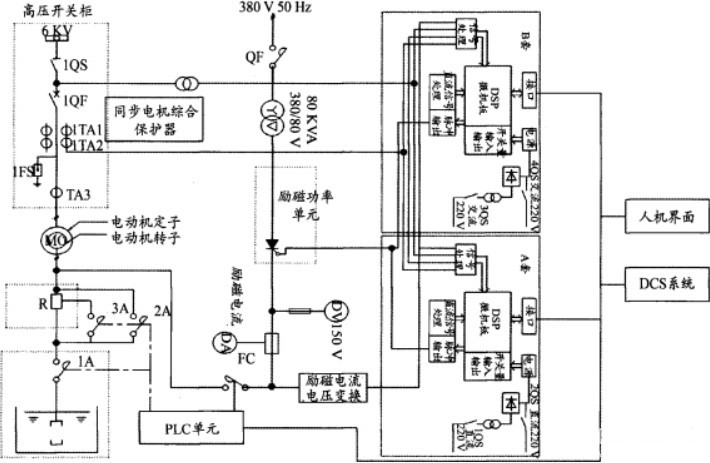
图1 改造后的电机控制原理图
(1)第一级采用水液阻作为绕线电机转子的串联电阻,完成从静态到动态起动过程;
(2)第二、三级采用大功率固定阻值的电阻器,作为转子的串联电阻;起动过程中励磁装置检测电机转速,控制液阻和二三级电阻的切换;
(3)在第三级电阻切入后,励磁装置实时检测电机转速,合适时机FC闭合接入励磁电流,同时起动电阻切除,起动过程完成;
(4)运行中励磁柜实时调节电机运行工况;
(5)正常停机时,并联的电阻释放转子中的磁场能量;
(6)异常停车时,动作FC及2A,3A接入串联电阻,保证转子中的磁场能量释放。
改造后同步电动机在异步启动、正常运转、故障停车、正常停车等各种工况下运行时:(1)具备转差逆励磁电流极性末尾准角投励;(2)转差率在0.1~0.03内任意调整;(3)投励后强励时间可调;(4)具备时间后备投励模式;(5)长时间未投励保护;(6)针对此电机的特殊起动方式,励磁装置采集电机起动过程的参数, 通过PLC控制2A、3A、FC开关时序闭合,控制电机起动过程,达到额定转速95%以后,控制FC开关闭合,切换转子线圈,通入励磁电流,电机进入同步运行状态。(7)具备恒励磁电流调节功能,转子电阻变化不大于10%时,励磁电流输出偏差不大于2%;(8)具备恒功率因数调节运行方式,在电机空载运行时自动转入恒励磁电流调节,电机满载运行时具备无功功率限制功能,防止励磁电流超上限误动作;(9)具备多种保护功能:如励磁电流上限和下限限制设定、失步保护等;(10)灭磁系统设计采用大功率电阻,起动过程中改变电阻值,调节电机转速,起动结束,部分电阻并接在转子线圈中,防止FC开关异常,励磁异常造成的电机失步,保护电机转子;(11)系统配备与计算机监控系统的硬件和软件,接口分计算机串行口通信RS485,标准Modbus通讯协议, 可按组网方式实现与监控系统的通信。主桥路采用全控桥整流回路,运行可靠,两台励磁控制器利用CAN总线, 每10ms通讯一次, 同步主机和备机数据和运行状态,如果主机故障时,备机在20ms内切换为主机,无扰动切换,切换速度快,运行稳定;(12)励磁柜具备智能开机自检,不做“调试”不能开机,在“调试”状态下对灭磁电阻、主桥路、输出脉冲等主要部位自动检测,如果不具备开车条件,不能开车(特殊条件下可以强制开车);(13)本柜作用为切换转子绕组的连接方式,利用专用高可靠性开关组成,接收PLC信号后开关动作。转差切换开关,采用永磁机械闭锁方式,防止运行过程中意外分断。PLC实时监测各个开关状态,如有异常,报警停机。
生料磨机电机控制系统改造后,通过空载4h试车,系统运行平稳,带满载运行24h后,系统各个节点温度正常。该系统改造后启动简单,并具备自检能力,避免误操作,采用新技术及高性能原件使系统运行稳定性提高,通过PLC的使用,减少中间继电器的控制节点,PLC程序具备开机准备条件检索,利于操作及维护人员开机及维护。电机定子温度、轴承温度实时显示监控,超温报警跳闸,进一步保护电机。
改造后电机启动平稳,设备运转率达100%,减少故障停机次数约10次,节省维修费30万元,综合技术指标、产品质量大幅提升。
作者:白建东,张振华,陈作海,刘华
来源:《山东水泥厂有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号