技术 | 液压挡轮推力轴承损坏原因分析及处理
某公司一线ф4m×60m新型干法水泥生产线,2003年7月投产运行至今。三档支撑,单传动,斜度4%(正弦),窑体旋向从窑头看窑尾为顺时针,其主要部件布置见图1。
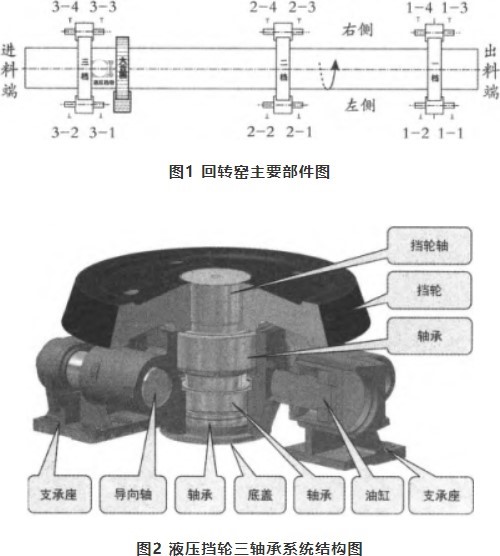
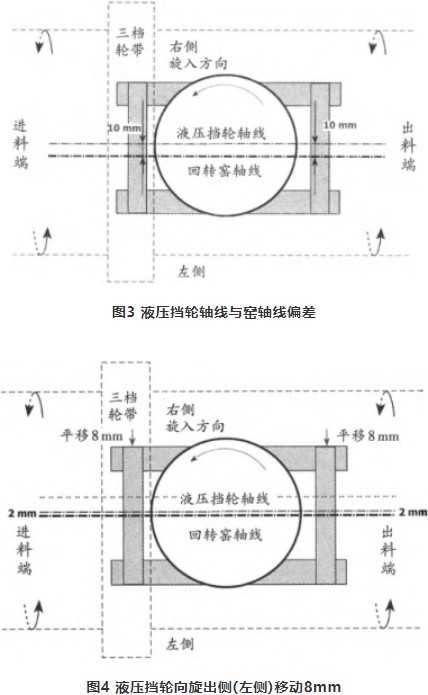
回转窑采用单液压挡轮装置控制窑的上下运行,液压挡轮为三轴承系统见图2。
2019年4月,现场巡检发现液压挡轮底盖螺栓断裂一只,立即采取底盖下部加垫圆钢措施,并持续监控运行。
2019年7月,中控操作员发现窑电流逐步增大,随即通知相关人员查找原因,现场发现液压挡轮存在卡阻不转现象,挡轮接触面有擦伤,底盖螺栓断裂5只;随后逐步减产及降窑速,止料停机进行临停检修,更换液压挡轮。
经检查液压挡轮,底盖螺栓M20×60断裂,挡轮接触面擦伤,并倾斜导致一端擦碰液压挡轮缸,蘑菇头底部与基座结合面迷宫处磨损拉出铁屑;经拆解液压挡轮后,发现挡轮下端推力轴承(29326)保持架、滚子等部件全部碎裂,另两套双列滚子轴承较好;蘑菇头底部迷宫边与基座迷宫表面磨损严重。
通过受力分析,初步判断,液压挡轮中心线与窑中心线偏差过大,由于缺少专业的仪器,偏移量不能准确的核定,安装调整过程中主要密切关注液压挡轮受力面接触情况;本次安装,液压挡轮中心线向运行旋出端移动3mm安装,减少挡轮受力;将基础松动部分二次灌浆去除,内垫板重新紧固;拆下液压挡轮修复时,将厂家原装的内六角螺栓M20×60更换成M24×60螺栓,且内孔要求铣平,增加接触面。
重新安装液压挡轮后,运行一段时间,液压挡轮还是有不规律的轻微抖动,液压挡轮油站显示压力在5~6MPa,窑工况波动时液压挡轮出现振动。2019年10月对回转窑进行中心线检测,其中发现液压挡轮轴线与窑中心线有严重偏差,偏向旋入侧10mm,见图3,严重超出规定范围。安装规范:挡轮装置相对窑中心线要偏向轮带的旋入侧,偏移量为2~5mm(不同厂家有不同规定,也有规定偏向旋入侧0~5mm)。
随即对液压挡轮进行调整,将液压挡轮向旋出侧(左侧)移动8mm,见图4。
调整后,液压挡轮运行正常,液压挡轮油站显示压力从5MPa下降到2MPa,至今运行平稳。
液压挡轮偏移量过大,从记录检查来看,主要是因为处理大齿轮运行振动时,调整三档托轮不是很规范,有时只调整一边,调整记录数据显示偏差不大,但由于受力的变化,托轮的磨损等原因,实际窑中心线偏移的尺寸已经大于记录上的尺寸;偏移量过大导致液压挡轮下部轴承及底盖螺栓受力大。
挡轮和轮带一般成一个锥角倾斜接触,正常工况下,垂直于接触面的正压力会产生一个竖直向下的分力,轮带给挡轮装置一个向下的压力Fy(见图5);同时,安装时要求挡轮装置相对窑中心线要偏向轮带的旋入侧,偏移量为2~5mm,以确保轮带给挡轮的作用力始终是向下的。
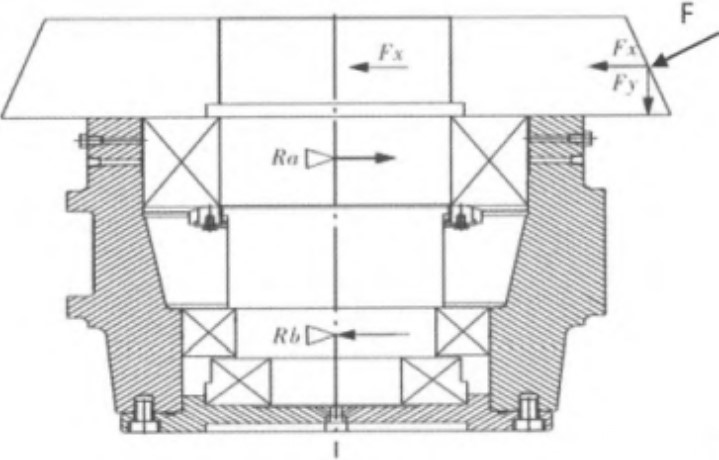
图5 轮带对挡轮的力
但当挡轮的安装位置错误,挡轮装置的中心线偏向了轮带的旋出侧、或者过于偏向旋入侧,或者窑的中心线发生弯曲变形;轮带旋转时就会向上或者向下带挡轮(另外挡轮和轮带的接触面磨损不均、出现沟槽时,轮带旋转时也可能会给挡轮装置造成上拔或者下压的现象)。
该公司#1窑的液压挡轮过于偏向旋入侧,轮带旋转时给挡轮造成过大的向下作用力,导致液压挡轮底部推力轴承受力过大,进而造成底盖螺栓断裂、轴承损坏等一系列问题;经平移调整后,液压挡轮运行至今未出现过底盖螺栓断裂、轴承损坏事故。
挡轮在安装时要把握好关键尺寸,控制好偏差范围,如挡轮和轮带的接触长度、挡轮的斜度、挡轮横向偏移量等。投入运行后要定期测量、检查:如窑中心线偏差是否超标、挡轮与窑中心线的偏移量是否在规定范围、底座的倾斜度是否正常、各处连接螺栓是否松动;大齿轮振动时,两边托轮尽量一起调整,如果超出了规定范围一定要及时纠正,否则后续运行就会出现一系列问题。
作者:周亮1,付文辉2
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号