技术 | 某公司#2生产线2000t/d烧成系统技术改造
某公司#2生产线海拔1223m,于2002年设计,2004年建成投产。该生产线烧成系统采用了天津院设计的带TDF在线分解炉的双系列五级旋风预热器、ф4.0m×60m回转窑、第三代篦式冷却机等设备。投产十多年来,经过一系列的改进完善和优化操作,熟料产量能长期稳定在2300~2400t/d,生产也基本正常,但系统能耗偏高,单位熟料综合电耗约78kWh/t,单位熟料综合热耗约3396~3425kJ/kg,不能满足行业能耗标准要求。因此,对该生产线实施技术改造,从而达到节能降耗、稳定运行的目的。
该生产线预热、预分解系统采用了带在线分解炉的双系列五级预热器。燃料采用烟煤,其月平均工业分析数据见表1。
表1 煤的工业分析

经过多次现场调研,根据标定报告、中控操作记录以及业主提供的生产数据,经过详细核算,技改前该生产线各级旋风筒进口风速在17.8~20.87m/s,出口风速在11.2~17.65m/s。表观截面风速在3.67~5.87m/s,各旋风筒压力降在600~1400Pa。通过该结果,结合现场情况可以看出烧成系统存在以下主要问题:
(1)系统阻力大,特别是C1、C3、C4旋风筒等阻力偏大,导致系统电耗增加;
(2)C1、C2出口废气温度偏高,不仅导致热耗偏大,而且导致电耗偏高。
从现有的中控数据和实际生产运行中得到的数据来分析,C1、C2旋风筒出口温度偏高,C1、C3~C5旋风筒进口理论风速较正常范围偏高,C1、C3和C4这3个旋风筒阻力较大。因此,为满足节能降耗的要求,需对影响系统性能的各个部位进行技术改造。
3.1 分解炉
分解炉规格为ф5.6m×17.35m,总有效容积~354.4m3。经过理论核算,技改前其本体截面风速为8.91m/s,气体总停留时间~1.95S。由此可看出,现有分解炉的炉容小、气体停留时间较短,但从现场运行情况来看,C5旋风筒未出现温度倒挂现象,且入窑分解率为93%左右,能满足生产要求,但考虑到煤的内水较大,且满足日后进一步提产的需要,可适当降低分解炉出口气体的温度。此次改造拟增加分解炉出风管,增加分解炉炉容,增强分解炉及系统的稳定性对原燃料的适应性。
为尽量减小土建的改造工作量及节省改造时间,分解炉采用了多种灵活的布置方法,以保持窑尾结构框架各层平面的主梁及框架的斜撑均不改动。在原有分解炉基础上增加鹅颈管,分解炉出口连接管道设计为方形管道,既保证风管截面积而又不影响框架主梁。增加部分的鹅颈管充分利用了原有的窑尾框架内部的有效空间,炉体全部布置于框架内部,并尽可能增加了分解炉的容积。技改后的分解炉炉容由原有的约354.4m3增加至554.8m3,气体在炉内的停留时间由1.95S增加至3.05S。改造前后的分解炉结构见图1。
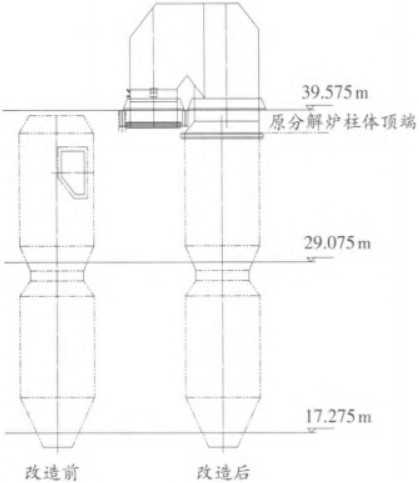
图1 改造前后的分解炉
3.2 烟室
原烟室和分解炉之间的缩口尺寸在2300t/d产能、单位熟料热耗3425kJ/kg的情况下,该缩口处风速合适,此次改造该缩口不需调整。
原有烟室斜坡处通风面积偏小,且回转窑尾端护板内径偏小,缩口处风速偏大,为降低阻力,同时避免过多的料带出回转窑形成外循环,对烟室进行了整体更换,包括窑尾密封圈和回转窑尾端护板。
3.3 三次风管
现有三次风管规格为ф2.3m,目前产量下,三次风管内风速约为26.6m/s,现三次风分两路对冲入炉,阻力较大,且两路三次风不平衡,导致炉内浓度场和温度场不均匀。为降低阻力及改善炉内煤粉燃烧状况,拟将三次风改为在分解炉锥部单股旋切入炉方式,同时更换三次风高温闸板阀。根据改造后三次风管的位置,取消原窑尾燃烧器以及相应的一次风机及管路,重新调整分解炉主喷煤管的位置。
3.4 旋风筒及连接风管
保留原有预热器框架不变,旋风筒及连接风管部分作如下改造:
(1)调整C1旋风筒的进口和内筒,并在C1旋风筒锥部增加尾涡稳定器,减少了尾涡导致的二次扬尘,既确保了较高的分离效率,又降低了阻力。
(2)增大C3、C4旋风筒进口面积,降低风速,减少阻力损失。
(3)配合C3、C4旋风筒改造,C5-C4、C4-C3风管弯头处局部改造。
(4)因分解炉出口管道位置变动,C5旋风筒整体旋转布置。
旋风筒进口改造后设计见图2。
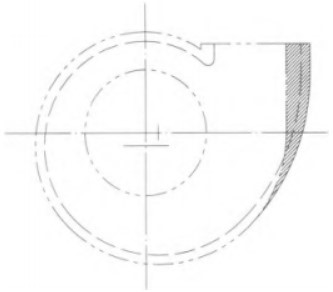
图2 改造后的旋风筒
3.5 料管、翻板阀及撒料装置
用新型扩散式撒料箱更换生料进口、C1~C4料管上原有的撒料箱。撒料装置的结构设计上采用扩散式箱体,内加凸弧型多孔导料分布板,该种结构既具有防堵功能又可确保系统内物料分散的均匀性,有利于提高系统的换热效率。
考虑到目前生产线下料管翻板阀使用时间较长,部分翻板阀漏风严重,本次改造拟更换C1~C5料管上的所有翻板阀,减少漏风,以提高旋风筒分离效率,从而降低系统阻力和热耗。
从现场情况看,C3下料管布置不合理,需对C3下料管进行改造。另外,因为三次风的调整以及烟室的更换,C4和C5料管也需局部调整改造。
3.6 篦冷机改造
#2线现有冷却机为第三代篦冷机,配置锤破,篦床采用机械传动,篦床面积为61.2m2。生产线于2004年投入运行。此次技改,从降低电耗角度出发,仅对篦冷机F3~F6这4台冷却风机电机加变频调速,其余未改造。
通过以上措施,技改前后的技术参数见表2。
表2 改造前后的技术参数
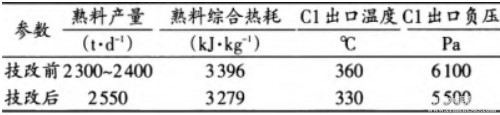
技改后该生产线已于2017年3月正式点火投产运行。经过一年多的运行,各项性能指标均达到了预期要求,技改效果显著。
作者:卢仁红
来源:《中国中材国际工程股份有限公司(南京)》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号