技术丨辊压机轴承温度高的原因分析及处理措施
引言
某公司拥有一条5 000 t/d熟料预分解窑水泥生产线,生料粉磨选用终粉磨工艺,配置2台辊压机,型号CLF180-120,单机设计产能260 t/h。生料粉磨系统投入生产后因轴承温度高而经常跳停,极大地影响着生料粉磨系统和熟料烧成系统的产质量,甚至增加能耗。为解决辊压机轴承温度高的实际问题,我们决定设计安装冷却水箱控制轴承温度。本文对辊压机轴承发热现象及设计冷却水箱方案进行分析,总结改造经验。
生料终粉磨系统所配辊压机直径1 800 mm,辊宽1 200 mm,主电机2 500 kW,减速机配置为RPG32行星减速机,辊子转速19 r/min,辊子轴承上限温度设定为80 ℃。自投产以来,辊压机因轴承温度经常性偏高而频繁跳停;运行中采用压缩空气及冷却风机降温,作用甚微,依旧跳停;停机后用冷却风机降温2 h以上方可重新启动;启动后连续运行6 h又会跳停。在夏季,环境温度高,这种现象更为频繁,更不易控制。
众所周知,运行中的轴承在负荷下的理想温度值应在45~68 ℃,轴承疲劳可得以缓解,寿命可以延长。对于运行6 h温度会上升至80 ℃而导致辊压机跳停的工况,系统指标不会好,轴承寿命不会长,即使使用较好品牌的润滑油脂也得不到改善。
辊压机轴承温度上升,一般来讲,有以下几点原因:
(1)辊压机工作时负荷挤压摩擦产生热量传给轴承;
(2)循环冷却水通道冷却容积小,仅0.0075m3;
(3)设计时就没有为轴承座配置冷却循环水;
(4)物料温度高(烘干温度95 ℃),通过辊压机辊子时会将热量经辊套传导给辊轴及轴承;
(5)辊压机属重负荷设备,挤压物料时,各类外力部分转化成热能引起轴承温度上升;
(6)辊压机使用环境较为恶劣,轴承处于密闭空间,工作散热较慢,能量聚积引起轴承温度上升。
为解决辊压机轴承温度高的问题,根据辊压机轴承温度上升的原因,从多种方案中选择了增设轴承座冷却水箱方案。具体技术路线是:利用轴承座受力方向空位,在不影响轴承座强度的情况下增设冷却箱,以增加辊压机轴承座换热面积,达到降低轴承温度目的,这种方式便于组装施工且不影响辊压机其它零部件。
(1)设计绘制冷却水箱图纸,按照图纸尺寸要求制作加工成形,材料可选一般Q235钢板,亦可选用304不锈钢板,通过折剪成型后对四周折角处进行满焊,按照图纸制作水箱,然后将其与轴承座固定,如图1所示。
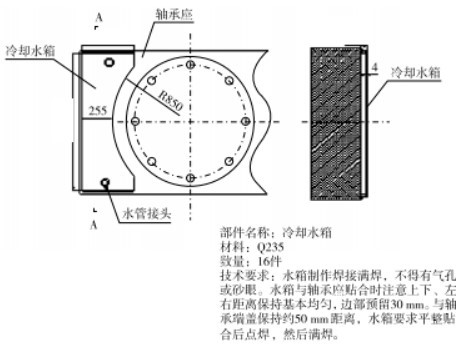
图1 冷却水箱的设计制作与安装
(2)选生料粉磨系统辊压机任意一个轴承座,利用轴承座受力方向空档位置,划定好区域尺寸线确定水箱安装位置,轴承座上下边部保留30 mm剩余位置,轴承座减震块方向同样预留30 mm剩余位置,与轴承端盖保持有50 mm距离即可,将冷却水箱在划线范围进行固定。水箱与轴承座贴合时,注意上下左右间距并四周采用连续焊缝满焊,低电流(120 A左右),保持匀速焊接直至焊缝饱满。水箱安装制作时,焊接不得有气孔或砂眼,焊接完毕后进行水压试验,水压高于平常循环水压力1倍,保持焊缝四周不漏水即为可行。
(3)按照水箱预先确定好的进出水管接头联接循环水管道,进出水方式为下进上出,将循环水管连接好,保持与主管道相通,水箱即进入工作状态。图2、图3分别为固定座及活动座增设后的水箱。

对轴承座增设水箱后,辊压机投入正常运行,轴承温度实现可控且温度稳定,投料后温度能稳定在要求范围,不再发生温度持续上升至跳停限值现象,不再有停机冷却需求。改造后运行中的轴承温度比改造前下降5~8 ℃,夏季轴承温度基本稳定在60~70 ℃区间。本次改造,投入不高,费时不多,冷却水箱运行成本低,效果好。后来,我们把增设水箱的改造推广到工厂所有辊压机的轴承座上,均获得较好效果。
作者:林廷全1,危林厚2,兰东1
来源:《1四川星船城水泥股份有限公司;2宜宾瑞兴实业有限公司》
微信公众号:备件网(关注查询更多资讯
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号