技术 | 水泥磨辊压机提产降耗的技术改造
前言
2016年年初,某公司对2#水泥磨辊压机系统进行了一系列的提产降耗技术改造,取得了理想的效果,现把改造情况分享给大家。
1.1 设备状况
(1)水泥磨规格为Φ3.8m×13m中心传动磨,辊压机为成都利君CLF140-65,配置N2500 高效选粉机,辊压机初始辊子直径为1400mm,辊面宽度为650mm,设计物料通过能力为235~335t/h,磨机设计台时产量为110t/h,运行中料饼提升机电流为180~200A。辊压机2010年初投入使用,到2016年使用了6年,随着使用时间的延长,辊压机辊子出现了不均匀的磨损,表现为两端磨损轻,中间磨损重,更换辊子前分别取辊子左右两端100mm和中间位置测量,和初始辊子直径最大处相差53.5mm。
(2)此台辊压机2010年1月份由普通辊子更换为复合耐磨辊,使用至2015年底已有6年时间。中间虽然对辊子直径和一字纹进行过多次焊补,但总体辊径尺寸变小,辊压机挤压效果不理想,辊压机辊子已到更换时限。
(3)因辊压机辊子已使用6年,辊子表面材料出现疲劳受损,辊面无法再次堆焊(焊补层因焊接应力较大,很容易把辊面材料带掉)。若把辊面用碳弧气刨刨掉,打磨后再次堆焊所需焊丝多,维修费用高(计算两个辊需要焊丝约1 000kg,每kg焊丝180元,加上其他材料维修下来约合20万元),维修工期长(每天24h施工约需15d)且使用寿命只有8000h,性价比太低。
(4)因辊压机辊径变小,物料无法撑开辊压机辊子,造成运行中辊压机辊缝变小,工作压力低,物料挤压效果差。为此,该们把动辊和定辊中间垫铁由原来80mm厚度改为50mm厚度(每次更改后开机前要把辊压机压力加到工作压力,手动盘动动辊和定辊一周,以保证动辊和定辊之间以及辊子和辊罩之间无摩擦剐蹭现象)。因动辊整体前移,为避免液压缸行程不够(液压缸总行程50mm),在液压缸前边动辊座顶板上加垫一块20mm厚的钢板,防止液压缸全部伸出后没有顶到座顶板而损坏(动辊整体前移后,应按照辊压机使用说明书对动辊和定辊电动机重新进行找正,以保证辊压机安全运行)。
1.2 工艺状况
(1)辊子出现两头大中间小的不平均磨损,造成中间物料未经挤压或挤压力小就通过辊子的现象,为保证磨机的喂料量,只有加大循环风机的风量,造成大颗粒物料拉走,入磨物料偏大,入磨颗粒80μm筛筛余55%。
(2)表现在辊压机上为运行电流低,辊压机配置了2台500kW、10000V高压电动机,额定电流为36A,实际运行电流为18~22A,只是额定电流的50%~61%,电动机实际做功小,造成磨机台时产量低,电耗高,失去了辊压机加水泥磨联合粉磨的优势。
更换辊子前,该公司对其他厂家进行了考察,同时和辊压机厂家技术部门进行了沟通,确定了以下两种方案:
(1)该公司Φ3.8m×13m水泥磨原配置的140-65辊压机选型偏小,无法充分发挥联合粉磨的优势,后来Φ3.8m×13m水泥磨都是配置150-100辊压机,台时产量可达220t/h。鉴于此,重新上1台150-100辊压机可提高台时产量和降低电耗,缺点是费用高,建设周期长。
(2)在不更换辊压机减速机、电动机、上下机架和液压控制装置的情况下加宽辊子宽度,由原来的650mm加宽到750mm,以增大物料通过辊压机的能力,增大辊压机做功效率。辊压机理想运行电流应为额定电流的70%~85%,在此区间运行既能保证设备安全稳定运行,又能发挥辊压机的最大能力。该公司新辊子运行电流不超过25A,经辊压机厂家技术部门计算核实后,认为辊面加宽后,原电动机、减速机能够满足安全运行的需求。考虑到各方面因素后,该公司决定采用加宽辊压机辊面的方案。
(1)辊压机更换辊子,将辊面由650mm调整到750mm,辊子直径不变。
(2)对进料装置进行了技改辊压机原配置为单进料装置,其利用手轮、丝杠、连接杆连接进料板,通过摇动手轮控制进料板开度来控制进料量。实际工作中,因为机械装置调节费力,且因调节板为一块板,其可调范围小,故通过调整流量调节板改变辊压机运行电流和辊缝开度的效果十分有限。此次技改中该公司把原来的单进料装置更换为双进料装置,其原理为两块进料板对开调节,可调范围大大增加,调节方式由原来的手动调节改为电动执行器调节。中控操作人员可根据电动机的运行电流和辊缝开度随时调整进料板刻度。进料板开度变大,运行电流和辊缝变大,反之变小。
(3)提高称重稳流仓高度,增加辊压机上部料压原称重稳流仓锥体到辊压机进料装置之间下料溜子高度为2m,辊压机上部料压低,减少了辊压机的做功。此次技改,该公司把称重稳流仓整体上移1.5m,使锥体进料溜子高度达到3.5m,增大了辊压机上部的料压,使单位时间内通过辊压机的物料增加,提高了辊压机的做功效率。
(4)对V型选粉机打散格进行了改造首先对磨损严重的打散格进行了更换,其次对V型选粉机下料溜子进行了技改,改变了原来下料偏料的现象,使物料能够均匀地进入V型选粉机内,避免物料成团进入V型选粉机落入称重仓。
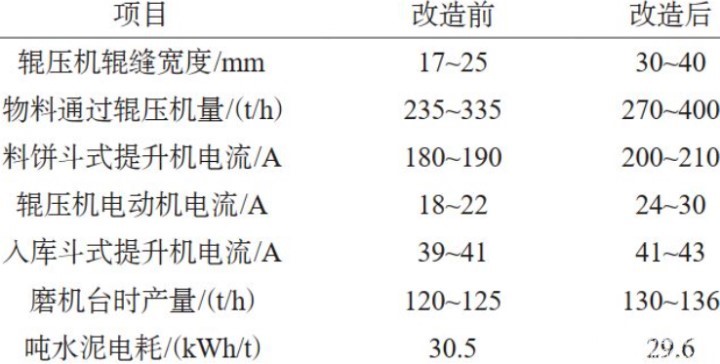
通过此次技改达到了预期的技术目标,技改前后对比数据见表1。
表1 技改前后对比数据
在这次技改中还有不足之处,需要对V型选粉机的调整叶片进一步优化,达到最佳状态,旋风筒的内筒还需要进一步的改进,以达到磨机优质高产降低各种能耗的目的。
作者:王占卫,孙立军,张龙沛
来源:《郏县中联天广水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号