应答文件-石门公司高压电机绝缘老化及状态诊断监测服务项目
前言
某公司生料粉磨系统所用的MLS4028立磨设计能力为360t/h,但一直未能达标达产,维持在340t/h左右。2015~2016年公司通过多项技术创新改造后立磨年平均台时产量达到了372t/h,为公司降本增效打下了坚实基础。2016年底公司又对窑系统进行了技术升级改造,窑产量从原来的4400t/d提高到4800t/d。从而对立磨系统提出了更高挑战。要想维持之前避峰和维修维护时间,立磨台时产量必须突破390t/h才能较好地利用谷电生产,达到最为经济合理的运行指标。
MLS4028立磨主电动机额定功率3200kW,喂料量达到370t/h时电流波动在120~160A,且磨机振动值较大,限制了立磨台时产量的提高。循环风机额定功率3150kW,额定转速994r/min,实际控制960r/min,电流180A,尚有调整空间。然而中控显示磨机振幅偏高,压差大,料层厚度控制110mm,电流超出额定值且波动较大。现场立磨吐渣量偏多,且吐渣中细料居多。尝试增加循环风机转速到980r/min无明显改善。停磨检查,磨盘上物料堆积较多,掩埋磨辊高度超过1/4,且细料过多,目测看不到块状物料。
2.1 工艺方面影响因素
2.1.1物料粒径
立磨对入磨粒度是有一定范围要求的,一般在磨机正常运行时确保磨机不振动的情况下,物料粒径越小产量越高,否则会影响立磨产量。块料过大则循环量越大,压差越高,并加剧设备振动。粒度过大或过小都会破坏料层级配平衡,对设备稳定运行造成影响。表1为调整前入磨物料粒度分布。
表1 调整前后入磨物料粒度分布
2.1.2物料的易磨性
立磨对易磨性不好的物料粉磨次数会明显增多,外循环量大,尤其是压差会变得很大。
2.1.3系统漏风
立磨系统的膨胀节、连接法兰、入磨三道阀、喷口环、排渣口等处易漏风,使磨内风速降低,成品物料不能被气流及时带走,都会影响磨机产量。
2.2 机械方面影响因素
2.2.1液压系统
一般来说,研磨压力与产量成正比,研磨压力越大产量越高,但是一旦超过限值就会增加磨机的负荷甚至增加无用功,而且还会引起振动,影响磨机的稳定运行。
2.2.2喷口环
喷口环是通过导向叶片改变风向的,保证气流旋向上升从而带走物料。若喷口环受到磨损,则气流紊乱,形成不了稳定的上升气流导致风速降低,使物料不能被及时带走而返回磨盘或落入喷口环底部刮料室,增加循环量,进而影响磨机产量和运行的稳定性。
2.2.3挡料圈
挡料圈的作用是使物料能在磨盘上得到充分地碾磨,其高度也就基本决定了料层的最大厚度。挡料圈受到磨损后,没有得到充分粉磨的物料就会在离心力的作用下甩出磨盘,导致吐渣量增大和回料量增多,磨机振动也会变大,只能维持低产运行且易出现故障停机。
2.3 操作方面影响因素
2.3.1适宜料层厚度
稳定的料层是立磨持续稳定工作的前提,料层太厚,粉磨效率低,电流高。料层太薄,容易引起机械振动。经过两年来的数据积累和不断摸索,MSL4028立磨辊皮、磨盘衬板完好时,料层能稳定保持在60~80mm,立磨主电动机负荷也能在合理范围内发挥最佳台时产量。当辊皮、磨盘衬板磨损后期,料层厚度应控制在80~100mm较为合理。
2.3.2物料综合水分
一般情况下物料水分应控制在2%~5%。物料太干太细,虽流动性好,但难以形成稳定料层。此时应适当提高挡料圈高度,降低研磨压力或向磨内喷水来降低物料流动性,以利于料层稳定;物料太湿,又会影响配料站、皮带秤等设备稳定运行。
2.3.3适宜研磨压力
立磨运行时利用液压系统对磨辊施加研磨压力来对磨床上物料进行粉碎。随压力的增加,磨机产量增加,同时磨机电动机输出功率也相应增加。根据实际入磨物料的性质、粒度、产量、风速等找出研磨压力与产量的对应关系。确定一个适宜研磨压力,是提高台时产量的重要参数。
2.3.4合理的风速
立磨主要靠气流带动物料循环和输送。风量首先要满足输送物料的要求,风量不足,造成合格生料不能及时带出,使其料层增厚,吐渣量增加,磨机负荷增大,产量降低;风量过大,增加磨内磨损,旋风收尘效果变差,同时给磨机运行带来不稳定因素。因此,控制合理的风速和风量,对保持料层的稳定,实现磨机长期、稳定、高效运转极为重要。
(1)如果用破碎机降低石灰石粒度,不但提高了电耗,而且破碎机磨损量还会增加,锤头使用寿命缩短,导致成本增加。我公司针对现拥有矿山自给和骨料生产线尾矿搭配使用的特点,制定了物料合理搭配比例,进一步降低了入磨物料粒度,稳定了物料料层,增加了物料易磨性,调整后入磨物料粒度分布见表1。
(2)加强系统漏风治理,利用检修期间对立磨三道阀、膨胀节、排渣口等漏风点进行维护治理,减少系统漏风。
(3)立磨张紧压力由11MPa提高到12MPa,增加碾磨能力。
(4)挡料圈调整,根据料层厚度110mm偏厚的结论,将挡料圈高度由原来的80mm降到60mm。
(5)操作上根据物料细碎的特点加大磨内喷水,稳固料层。循环风机转速从960r/min提高到980r/min,提高磨内风量。
(6)改造喷口环,提高磨内风速。分析认为,导致立磨排渣量大且含细料偏多的直接原因是磨内风速低造成的。
借助该公司风机标定的契机,对磨机喷口环风速进行标定。标定结果为循环风机风量65万m3/h、全压11000Pa、喷口环风速33.9m/s,与额定风量72万m3/h、全压9000~10000Pa、喷口环设计风速40~60m/s相比,风机实际风压和风量基本满足设计要求,但实际风速小于设计风速。
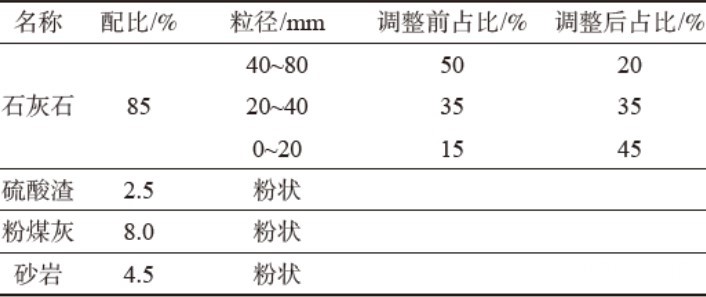
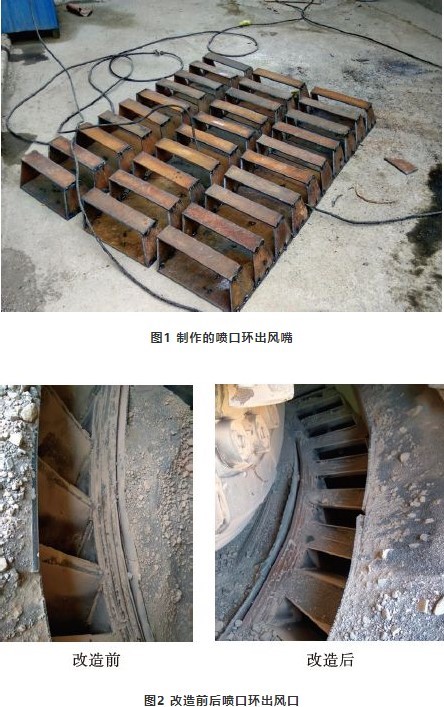
现场制作,用10mm钢板沿喷口环角度上扬15°角焊接,喷口环出口角度由45°变为30°。角度的改变使原来喷口环实际出口面积减小,相邻两个风口实际减少60mm×180mm。再次标定,喷口环风速达到55m/s。喷口环角度的改变使物料上扬力增强,加快物料循环速度。由于喷口环处的气流速度高,因此热传递速率快,小颗粒瞬时得到烘干并随气流带走。磨内细粉减少,观察排渣皮带上吐渣量减少,细碎颗粒几乎没有。选粉效率也有了很大提高。改造前后喷口环现场情况见图1和图2。
经过实施提产措施和改造喷口环,立磨电流稳定在120~140A,立磨振幅明显减小,磨机吐渣量减小且均是20mm以上较大的颗粒,料层厚度稳定在80~90mm,磨内压差由原来7800Pa降低到7100Pa,为立磨进一步提产创造了有利条件。历经两个月增产调试,目前立磨台时产量能够稳定在390t/h,较之前提高了18t/h。
作者:史智琛
来源:《安阳中联海皇水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号