技术 | 电石渣配料生产线回转窑结圈分析与处理
某公司有两条设计产能为3000t/d的电石渣配料水泥熟料生产线,为上游PVC产业废渣处理的配套项目,回转窑规格为Φ4.3m×66m。其中1号生产线配料电石渣来源于PVC湿法乙炔生产工艺废渣,压滤后的电石渣水分为30%左右,生产线预热器为单系列三级,配套两台烘干破碎机。2号生产线配料电石渣来源于PVC干法乙炔生产工艺废渣,电石渣水分为6%左右,生产线预热器为单系列五级,采用管道换热烘干。
2号生产线自2011年投产以来,持续出现回转窑结圈问题,平均每年因为结圈造成停窑或烟室漏料10余次,每次在线处理结圈问题需要约一周左右时间,回转窑平均负荷只有70%左右,严重影响了回转窑系统的稳定运行和熟料产量。
该公司2号生产线结圈位置主要位于回转窑长度方向32~46m之间,为后结圈。回转窑结圈几乎一直存在,只是时厚时薄,结圈最厚时可达80cm,宽度4m。经工艺调整后,若在4d内不能在线处理掉结圈,则会形成料球,严重影响物料通过,进而造成烟室经常性漏料,严重时曾两次停窑进行处理。对结圈的不同位置进行取样分析显示,结圈富集了硫、碱、氯有害成分,具体化学成分分析数据见表1。
表1 回转窑结圈物料化学成分分析,%

该公司对有可能引起回转窑结圈的因素进行了排查,并于2019年彻底解决了回转窑结圈问题,现将该公司原燃材料情况及结圈问题的分析和具体解决措施介绍如下。
该公司钙质原料全部使用电石渣,电石渣烘干后的水分≤1%,Ca(OH)₂的含量在68%~75%;铝质原料为当地的黄矸石,原始水分在7%左右;硅质、铁质校正原料分别为外购的硅石与钢渣;原煤为本地煤矿所产。原燃材料化学成分及原煤工业分析分别见表2、表3。
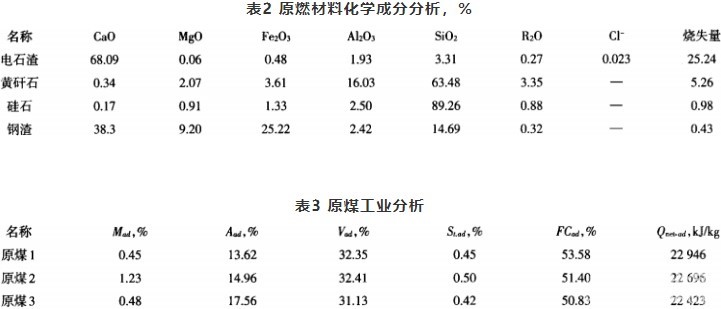
从表2、表3可以看出,电石渣中的氯离子含量较高,平均在0.023%左右。如果遇到上游PVC生产异常或者开停车,氯离子会直接上升到0.040%左右。由于电石渣中氯离子含量受PVC生产影响,水泥熟料配料中氯离子含量内部控制指标只能按照0.3%考虑。硫主要由煤粉带入,但相对稳定,原煤烘干后水分4%~5%,相对偏大。碱主要由黄矸石带人,平均在3.35%左右,整体偏高。由于煤粉挥发分比较高,又于篦冷机处取热风,且没有氮气保护系统,考虑到煤粉系统的安全运行,煤磨进口温度按最大260℃控制,出口温度控制在60℃,煤粉水分控制在4%~5%。
3.1 煤粉品质
该公司原煤南附近一家煤矿固定供应,煤质相对稳定,煤粉低位热值为22572~23408kJ/kg,挥发分33%~36%,灰分在13%左右煤粉细度80μm筛筛余在10%左右,水分在5.0%左右,较同行业煤粉细度粗、水分高。煤粉燃烧慢、燃烧时间长,火焰的热力分散。烧成带的窑皮形成不均匀,运行电流波动范围>300A,煤粉燃烧不完全,在窑内和烟室形成还原气氛,导致熟料中经常出现黄芯料,易造成结圈。
该公司与设备厂家共同分析发现,选粉机结构不合理,密封环制作粗糙,煤粉细度极易跑粗。因此,在2017年11月对煤磨选粉机进行更换,将煤粉细度80μm筛筛余控制在6%以下,水分控制在5%以内。改造后,煤粉局部后燃问题得到缓解,熟料中黄芯料<5%,窑尾副窑皮减少,但生产过程中的结圈问题并未缓解。
3.2 生料质量
生料计量原使用冲板流量计,喂料量波动值在10t/h左右,入窑斗式提升机电流在5A左右,偶尔冲料会造成预热器系统塌料和跑生料。回转窑喂料量不稳定,影响窑内热工制度稳定,其中C1出口温度有近20℃的波动幅度,熟料fCaO合格率在85%左右。
2018年4月,公司将原冲板流量计更换为生料转子秤。改造后,斗式提升机电流在1~2A波动,彻底解决了喂料系统的波动。同时,公司对原料系统的计量也进行了改进,主要包括:
(1)改造两台电石渣干粉秤,在干粉库内增加了流化棒助流装置,局部优化粉煤灰计量系统。
(2)彻底清理生料均化库,保证库底气路顺畅,将六个区的卸料方式调整为对区下料,问隔时间为30min。
经优化改造,入窑生料饱和比合格率从75%提升到85%以上,进一步稳定了生料质量,熟料质量和窑产量均有所提高,结圈问题稍有缓解。但还得以高饱和比、高硅率、低铁的生料配料保证窑的正常煅烧。改造后,窑前飞砂量大,结圈问题未得到彻底解决。
3.3 配料方案和工艺控制
公司针对结圈问题,尝试过采用“两高一低”的配料方案,即高饱和比、高硅率、低液相量,液相量控制在24%左右。这种情况下窑前飞砂量很大,前12m窑皮生长和掉落频繁,煅烧困难。若加大窑头用煤量,则会引起烟室温度超标,烟室温度达到1250℃以上,进一步加重烟室结皮,使系统处于恶性循环状态。
针对结圈问题,公司还尝试过将液相量提高到26%以上,控制窑头用煤量,每班移动喷煤管一次等措施。此次尝试虽减缓了煤灰局部富集,但结圈出现得更频繁。
生产过程中,还出现过烟室和分解炉负压偏高的现象,烟室负压一般在-(450~550)Pa,而且极易结皮,每班需清理两次烟室和分解炉缩口。针对烟室负压高、窑内通风不良的问题,2018年3月,公司对烟室结构进行了局部扩容改造,并在烟室增加了5台空气炮,生产运行中,烟室负压由-450Pa降至-350Pa以内。
另外,为了提高余热的回收利用,降低因篦冷机故障造成的非计划停机次数,公司将第三代篦冷机升级为第四代篦冷机,二次风温由1050℃提高到1100℃以上。改造后,烧成带窑皮稳定性明显提高,窑尾副窑皮进一步减少,熟料产量能提高200t/d左右,但结圈问题仍时有发生。
3.4 日常生产管理
3.4.1排查中发现的问题
(1)受操作习惯的影响,三个班组的操作不统一,主要体现在系统用风、篦冷机篦速、一次风机风压等的操作控制方面。
(2)窑尾废气通过干燥管烘干电石渣,电石渣的上料量直接影响预热器至窑系统的负压。个别班组不重视电石渣上料量的稳定,电石渣上料量时多时少,导致上料皮带输送机电流波动值达到10A左右,预热器C1出口负压波动值达到500Pa左右。
(3)为控制窑尾电袋复合收尘器人口温度≯220℃,操作员需间断性开启管道喷淋和冷风阀,容易忽视对压缩空气与喷枪雾化效果的控制,极易造成管道挂壁,最终导致整体负压升高。
(4)对各级翻板阀的管理不到位,有的配重太轻,翻板阀几乎处于常开状态,系统内漏风严重。
3.4.2解决措施
(1)规范各班组的操作,对主要参数的控制范围进行了优化,缩小波动范围,明确操作上下限。
(2)建立了指标报警机制,只要指标超出范围,就会报警提醒。
(3)对电石渣库上料系统进行了优化改造。上料回转下料器全部实现变频控制,增加了皮带输送机,将1号生产线的湿电石渣输送到2号生产线的上料系统,降低了废气温度,解决了频繁开启喷淋与冷风阀的问题。
(4)调整各级翻板阀的配重,定期清理末级翻板阀结皮,将漏风治理纳入常态化管理。
采取以上措施后,系统运行的稳定性得到提高,每次结圈程度减轻,但结圈次数没有减少。
3.5 有害成分和硫碱比偏高
根据表1可知,熟料硫碱比基本在0.55~0.65之间,结圈成分中硫、碱、氯含量较高。氯离子主要来自电石渣,只能要求化工厂控制电石渣中的氯离子含量在0.03%以内,无法进一步降低;硫主要来自煤粉,整体含量不高,相对稳定;碱含量主要来自原材料中的黄矸石。若想降低生料中碱含量,则需寻找黄矸石的替代品。
2018年11月,公司在2号生产线采用碱含量为2%的粉煤灰进行配料试验,通过近3个月的试验,有效控制了回转窑结圈,同时在试验期间,回转窑无后结圈。
自2019年以来,公司利用低碱粉煤灰替代部分黄矸石组织生产水泥熟料,熟料中的碱含量由0.85%左右降低到0.7%以内,熟料的硫碱比控制在0.75~0.9之间,有效解决了回转窑结圈问题,回转窑在100%电石渣配料的前提下实现了达产达标。
综上可知,回转窑结圈的主要原因是有害成分偏高、硫碱比失衡。通过采用低碱粉煤灰代替部分黄矸石,降低生料中的碱含量,将熟料硫碱比控制在0.75~0.9之间,结圈问题得到了有效解决。
回转窑结圈是困扰水泥行业的生产难题,结圈的形成受较多因素的影响,各公司需根据不同的生产情况,采取相应的措施。另外,生料质量、煤粉品质、系统通风、工艺控制、精细化管理等都会影响回转窑的稳定运行,对窑内结圈也有间接影响,应加以重视。
作者:曹辉辉
来源:《陕西北元集团水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号