技术丨CEMAT功能块在实际应用中遇到的问题及解决方法
埃塞俄比亚国家水泥控股有限公司NCSC3000t/d 水泥生产线,由国内其他兄弟单位2010年承建并投产运行。2017年7月,针对原生产线自动化系统存在系统结构和编程程序不匹配,系统反应滞后,可读性差等一系列问题,NCSC委托合肥水泥与研究设计院有限公司对全厂原系统进行重新编制自动化控制软件并进行系统升级改造。针对以上问题并且从维护和保障生产角度出发,考虑效益最大化,我公司在保留其原有硬件系统不变的基础上,进行重新编制自动化控制程序和重新配置网络结构,编制方式改为PCS7+CEMAT结构下的CFC编程方式,网络模式改为客户机/服务器(C/S)的结构模式。
此次自动化控制系统升级改造后采用典型的客户机/服务器(C/S)的网络结构,采取三层网络分布式控制系统结构:终端网络层,系统网络层,现场总线层。新自动化控制系统网络结构框图如图1所示。
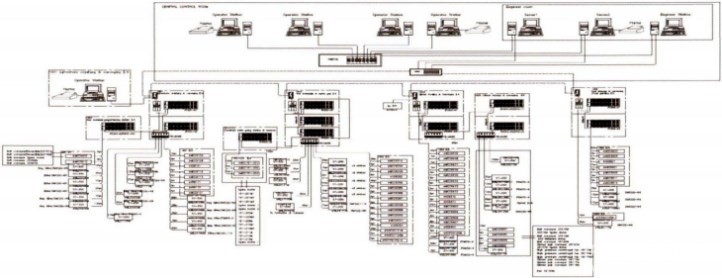
图1 自动化控制系统网络结构图
(1)终端网络层:由工程师站上装有的普通网卡,服务器上装有的普通网卡和各个客户机;普通网卡之间形成的基于TCP/IP协议的以太网,客户机操作员站通过服务器获得来自现场;控制器(AS)的数据并把操作员的输出控制传送到控制器去。
(2)系统网络层:由工程师站上装有的一块CP1613 网卡,每台服务器上分别装有的一块CP1613网卡和现场各系统控制器之间通过光纤连接形成基于ISO协议的环型结构以太网,满足工程师站,服务器对现场设备的监视,控制和管理。
(3)现场总线层:在PCS7系统中,现场控制器,对现场I/O站或对现场智能总线设备及仪表通过PROFIBUS-DP总线进行通信,实现对现场电机设备及仪表的信号检测和输出控制。
本自动化控制系统共配置一台工程师站ES(Engineer Station),两台冗余服务器OS server,4台客户机OS Cients,4套的AS控制器,控制全厂整个水泥生产的全过程,包括:生料粉磨系统、窑尾及煤磨系统、窑头系统、水泥磨及包装系统等部分。
SIMATIC PCS7是新一代过程控制系统,它是一个全集成的、结构完整的、功能完善,面向整个生产过程的过程控制系统。此次系统的软件升级改造采用的SIMATIC PCS7+CEMAT的系统结构模式,控制逻辑采用SIMATIC Manager管理器下的CFC(连续功能图)进行组态。CFC 是一种用于连续过程自动化控制的图形组态工具,以功能块为基础进行组态,CEMAT软件是西门子公司开发的针对水泥行业设备特点的一套功能块。CEMAT包含了用于驱动功能块(C_DRV_1D,C_DRV_2D,C_DAMPER),过程控制块(C_INTER5,C_INTERL),报警功能块(C_ANNUN8),组块C_GROUP等等,可以方便地实现各种过程控制回路。
(1)C_DRV_1D功能块主要用于控制水泥厂中各种单向电机设备的运行,其中一个管脚ESVG用于连接电机设备的保护联锁,C_INTER5功能块编写的保护联锁可以连接到C_DRV_1D功能块的ESVG管脚,C_INTER5 引脚最多可以连接5个输入信号,比如皮带电机的拉绳、跑偏、失速信号等等,对连接到该功能块管脚的信号标注上信号注释,信号注释经过编译上传后就可以自动在WINCC电机操作面板中生成并显示,同时根据连接C_DRV_1D功能块XXX/M的名称分别命名C_INTER5功能块名称为M_ESVG1~3,一个C_DRV_1D功能块管脚ESVG 最多连接3个C_INTER5,水泥厂大多数电机设备保护连锁信号一般不超多15个,使用C_INTER5可以满足连接大多数电机设备保护连锁信号的要求,但一些生料磨主电机,窑尾高温风机,水泥磨主电机等等中压主电机的保护连锁有时会超过15个,此时仍使用C_INTER5就不能满足全部连接并显示保护连锁信号的要求,因此可以改用C_INTERL功能块进行替代,一个C_INTERL引脚最多可以连接10个输入信号,对于生料磨主电机,窑尾高温风机,水泥磨主电机等有众多保护连锁信号就可以满足全部连接和显示的要求。窑尾高温风机主电机321FN19HM 的C_INTERL的操作面板中可以直观显示最多包含30个保护联锁的信号,如图2所示。

图2 采用C_INTERL功能块生成的操作面板
(2)对于一条完整的水泥生产线,经常需要建立不同CPU站之间的通讯,比如水泥磨和生料磨之间。一般可以在程序中通过调用SFB12来发送数据,SFB13来接收数据,但往往在设置SFB12和SFB13过程中,需要对其管脚REQ,ID,R_ID,LEN等一一进行定义和配置,并且还需要新建多个中间变量,供发送和接收数据时使用,其设置不便之外,往往还出现有时通讯不上的问题。此时可以通过调用程序Comm中Snd_Digv和Rcv_Digv功能块来实现不同CPU站之间的数字量通讯,例如,通过在硬件配置的网络结构视图中查得该项目水泥磨CPU本地ID是4,其对应伙伴CPU(生料磨)ID是6,只需在水泥磨程序中设置Snd_Digv接口引脚ID为16#4,在对应生料磨程序块中设置Rcv_Digv接口引脚ID为16#6,并在上述水泥磨块中Snd_Digv引脚R_ID和生料磨块中Rcv_Digv引脚R_ID同时依顺序设置为16#1或2,3…,最后只需在Snd_Digv接口引脚PV_In0~127连接需要发送的信号,在Rcv_Digv接口引脚PV_Out0~127连接要接受的信号,即可实现水泥磨和生料磨之间CPU的站间通讯。采用Snd_Digv和Rcv_Digv 功能块实现站间通讯如图3所示。
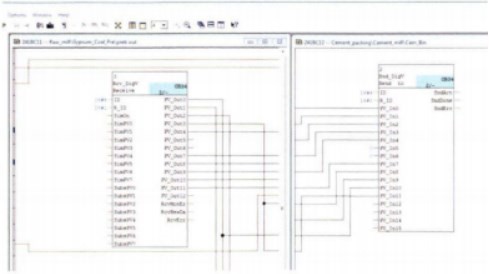
图3 采用Snd_Digv和Rcv_Digv功能块实现站间通讯图
(3)在水泥生产中报表一直占有非常重要的部分,它一般用来记录现场的工艺参数和统计信息。早期一般是由中控操作员人工抄录然后统计出相关的报表,进入DCS控制阶段,这份工作就需要WinCC软件来实现,对于DCS工程师来说,如何开发适合用户需求的报表一直是个难题,WinCC自带的报表功能主要在于配置过程繁琐,可用性又很差,虽然网上也有很多实现报表的方法,但是毫无例外的要求使用者具有脚本编程功底,需要对WinCC及C语言熟悉,还要对数据库也比较熟悉,否则很难做出复杂的报表,如今C_ODA功能块的出现将很方便的解决这一问题,此次在CENAT V8.2中可以直接调用C_ODA的功能块,通过在C_ODA的功能块引脚SHIFT1,SHIFT2,SHIFT3分别填入不同班次的开始时间,在C01_PV接口引脚连接统计数据,使能C01_SCAN和C01_ENPV,设置C01_FAC为3600等,即可实现一个变量的报表统计设置,采用C_ODA功能块实现数据报表其画面如图4所示。
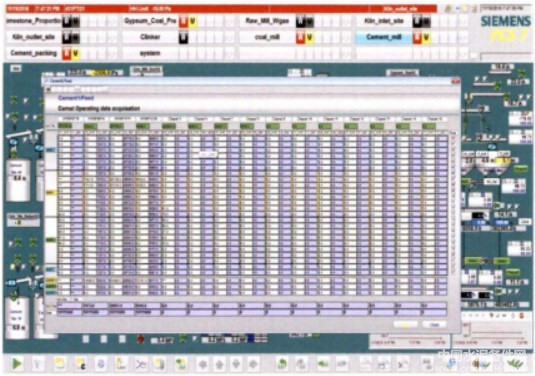
图4 采用C_ODA功能块实现的数据报表
基于SIMATIC PCS7+CEMAT程序块的编程系统,该系统从形式上将编程软件、监控软件、网络组态软件集中在同一平台,基于良好的可靠性高,灵活性好,使用方便,功能丰富等特点,很好地解决了现代水泥生产过程中各种各样复杂控制的要求。埃塞俄比亚国家水泥控股有限公司NCSC 3000t/d水泥生产线新的自动化控制系统2018年10月投入运行至今,整个系统运行稳定,升级改造效果显著,取得了良好的经济效益和社会效益。
作者:顾威
所属:合肥水泥研究设计院有限公司
来源:《中国水泥》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号