技术丨回转窑托轮轴向力根源和控制措施
引言
回转窑运行过程中轴向力是管理过程中必须面对的问题,其可控的窜动可以保证托轮和小齿轮均匀的磨损,延长使用寿命。但若控制不当,也会给回转窑稳定运行带来一定的负面影响。通过理论学习结合生产过程中的经验积累,本文对轴向力导致轴瓦发热的情况进行逐一分析探讨。
JCJ/T3-2017《水泥机械设备安装工程施工及验收规范》要求,采用液压挡轮的回转窑其托轮轴线应与窑体轴线平行,同时也就是与轮带轴线平行(见图1)。理论上回转窑运行时仅有一个重力和一个因窑体斜度产生的一个向窑头方向的轴向分力,窑体窑头方向的轴向分力由液压挡轮控制,托轮轴瓦止推面不受力或在液压挡轮推动回转窑上行时仅一侧承受阻止托轮向窑尾滑动的力量。
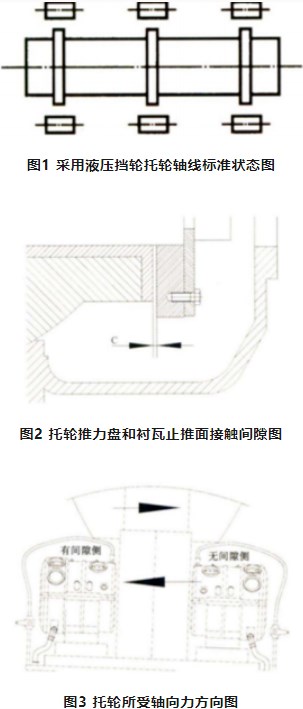
由于安装误差或者运行过程中不均匀磨损以及基础沉降等各种因素,都会导致托轮与轮带不均匀接触。只要存在轴线不平行,就会存在一个点纯滚动摩擦,其余接触部位滑动摩擦占主导的状态,在运转过程中就会产生轴向分速度。由于反作用力的缘故,托轮会产生一个与轴向分速度方向相反的力,当反作用力大于托轮轴向移动的阻力时,托轮会向窑体轴向分速度相反方向运动。这就是单个托轮对回转窑轮带产生的轴向力。关于这个力的方向,在实际运行中可以通过托轮推力盘和衬瓦止推面的接触间隙C值进行判断(见图2)。如推力盘安装在托轮轴头位置,两侧推力盘和衬瓦止推面均有间隙,则该托轮基本没有和回转窑轮带产生轴向力;若托轮轴一端推力盘和衬瓦止推面无间隙,另一端必然有间隙,则托轮所受轴向力的方向为有间隙的一侧,同时该托轮赋予回转窑轮带一个相反的力(见图3)。
如果一台回转窑所有托轮受力方向存在不一致的问题,既有靠窑头方向的推力盘与衬瓦止推面接触的情况,也有靠窑尾方向的推力盘与衬瓦止推面接触的情况。这就是以往常说的“八”字轮,如果出现在同一支点,则为小“八”字,如两支点相反则为大“八”字。我们的目标是消除“八”字轮,尽量使其受力方向一致(保持托轮两侧C值相等是不现实的),并使其尽量的无限小。假如三挡回转窑在使用没有液压挡轮回转窑时,我们曾利用这个力控制回转窑筒体上下窜动。但在液压挡轮回转窑要尽量避免这个力的产生。
于回转窑的轴向力问题,江旭昌教授在《回转窑托轮的调整》中窑体运转时轴向窜动分析进行理论性的阐述。不过在实际生产过程中变量太多,比如轮带、托轮摩擦系数的变化,以及筒体变形导致托轮、轮带接触面的变化等,因此具体生产过程中窜动力值依然难以确定,并且伴随着运行不断地波动。但随着液压挡轮普及可以通过液压挡轮液压系统的压力值来计算回转窑轴向窜动的合力大小。例如图4某φ4.3m×64m回转窑液压挡轮液压缸活塞直径D=335mm,回转窑下行时工作压力p=4MPa。而理论告诉我们液压系统工作压力取决于负载,所以在忽略液压缸活塞密封圈摩擦力时,此时回转窑向下窜动力可用下式计算:
F=Ap=π/4D2 p=352386.5N
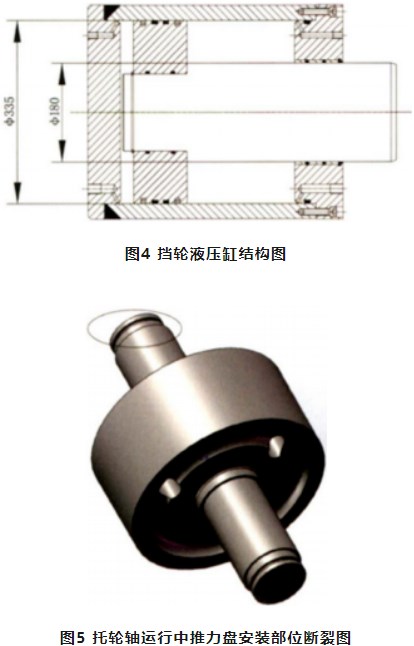
当然,上述公式中的F是回转窑轴向窜动的合力,每个托轮的实际轴向力是无法推算的。那么计算这个合力F值的意义是什么呢?主要是考虑到液压挡轮负荷。很多单位在运行中都遇到过液压挡轮轴承损坏甚至挡轮轴断裂的情况。而这个合力F就是决定液压挡轮使用寿命以及挡轮轴强度的重要依据。如果回转窑出现“八”字轮,则液压挡轮压力无法真实反馈每个托轮的受力情况。最真实的体现就是回转窑运行中挡轮液压系统工作压力都在厂家要求的范围内,某个托轮轴运行中推力盘安装部位突然断裂(见图5画圈处)。
当运行中回转窑托轮受轴向力影响出现轴向运动到一定程度,托轮轴推力盘会与托轮轴瓦止推面接触,当这股力量超过止推面油膜强度,导致油膜变薄或者油膜破裂后,轴瓦止推面就会发热。由于测温热电阻安装位置的缘故,此时测温元件并不能及时反映发热点的真实温度,当通过测温元件发现轴瓦发热时,其发热点温度已经远远高于显示温度。此时必须快速处置,否则会导致托轮轴瓦止推面拉伤。
对回转窑轴向力导致的轴瓦发热问题,应从以下方面进行分析和控制:
(1)托轮轴线应与窑体轴线平行是宏观上的平行问题。保障托轮轴线应与窑体轴线平行是避免轴向力的基础。之所以说是宏观上,是由于其受测量误差以及使用过程中轮面不均匀磨损导致其无法处于绝对理想状态。我们能做的就是在安装或检修托轮后调整托轮至标准要求的公差范围。
(2)回转窑点火运行初期加强巡检,利用红外测温仪检测各托轮衬瓦止推面温度。注意此时观察到的推力盘和止推面接触情况受回转窑筒体热膨胀位移影响的因素较大,除非衬瓦止推面温度异常,否则不建议调整。
(3)正常运行的过程中保持轮带与托轮表面稳定的摩擦系数。实际操作就是两者表面保持稳定的清洁度,如采用石墨块润滑,则保持其稳定。同时避免表面油污。比较典型的情况就是正常生产中托轮轴突然产生窜动以及发热问题,并伴随着液压挡轮压力的明显变化。
(4)还有一种情况,即轮带或托轮表面不均匀磨损导致的微观不平行,有两种情况可以印证。一种是已经核实托轮轴线与窑体轴线平行度在标准公差范围内,但依然出现衬瓦止推面发热问题;一种是通过调整托轮顶丝控制其窜动时,调整量很大但托轮轴向位置不变,继续调整后托轮突然窜动,如不及时回调,则衬瓦止推面温度快速上升。以上均是轮带或托轮表面不均匀磨损导致的。
尤其是第一种情况出现时,临时控制措施就是放弃此托轮轴线与窑体轴线平行度,优先通过调整托轮顶丝控制轴向力,避免衬瓦止推面发热。最终需要通过打磨或车削托轮、轮带表面消除不均匀磨损导致的一系列后果。
最后阐述一个很多人都有的疑问,为什么有的回转窑托轮轴运行中推力盘安装部位断裂,衬瓦止推面却没有发热。笔者认为滑动轴承的发热取决于接触面油膜的承载能力,如果发生断裂的托轮推力盘和衬瓦止推面接触情况良好,光洁度较高,其接触面单位压强不足以导致油膜破裂发热,因此也无法及时预警避免事故。
回转窑因其处于热态工作,所涉及的变量因素太多。在管理过程中可以用理论指导其管理方向,但在对控制措施进行量化时就需要与实际经验相结合。以上为笔者理论结合实践的总结,供同仁参考。
作者:候平阳
所属:天能水泥有限公司
来源:《中国水泥》
微信公众号:备件网(关注查询更多资讯
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号