技术丨大型球磨机滑履轴承安装技术
1 滑履轴承的支承方式
球磨机滑履轴承的支承方式是在进料端采用一组(两块)可移动的滑履轴承支承,而出料端采用一组单侧固定式(一块托瓦为固定。另一块托瓦为移动式,托瓦为铸件,并浇铸一层轴承合金内衬)的滑履轴承支承。每组轴承的两块托瓦在与垂直方向呈30°的方向上支承磨机的滑圈(见图1)。
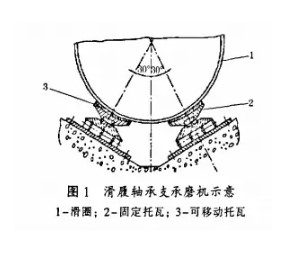
每个托瓦的下部都装有一对凸凹球体结构,凸球体坐落在凹球体的球窝内,两者之间呈球面接触。以便磨机由于微量弯曲在回转时可以自动调位。整体托瓦通过球体坐落在托辊上,从而可以在磨简体热胀冷缩时,允许托瓦随磨机回转部分作轴向移动。
出料端的滑履轴承中靠滑圈上行侧的一块托瓦的球体坐落在固定支座上,以保证磨机传动一侧滑履轴承的固定。这种出料端采用单侧固定,而进料端采用可移动的滑履轴承的支承方式。保证了轴瓦与滑履之间的良好接触。
2 滑履轴承的安装技术
2.1钢底座的安装
滑履轴承四块钢底座分别安放在V字形基础上,钢底座一般是一块整体铸件块,上下两面都有精加工面。钢底座的划线以底座上的四个地脚螺栓孔为基础,划出十字线,并打上样冲眼。
依据设计图纸要求在基础上安放好垫铁组。将钢底座吊置于基础上。由于钢底座是安放在V字形的斜边上可能滑动,因此在基础斜边的下沿先固定四个自制的顶丝座(角铁钻孔攻丝,装两个顶丝),用以支托并调整钢底座位置(见图2)。
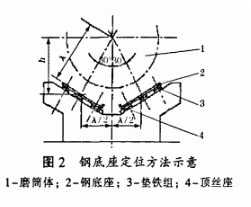
挂钢丝用线坠法找正钢底座纵横中心线,同时调整钢底座的中心标高与磨机中心标高差h,相对标高差不应超过±0.5 min。钢底座水平度测量用£300斜垫铁和水平尺进行检测,水平误差不大于0.1 mm。四块钢底座的纵横中心线(见图3、图4)允许偏差:

滑履轴承钢底座大多都采用对穿地脚螺栓,因此在初步找正后,即可拧紧地脚螺栓进行精找正,精找完毕后进行地脚螺栓灌浆。进、出料钢底座相对标高允许偏差0.5 mm。进料端应略高于出料端。
2.2滑履轴承的安装
清洗吊装固定支承座和可移动支承座(支撑板、托辊),置于钢底座上,拧紧固定支座与钢底座联接螺栓。球体座及凹球体安装时,使用吊环螺钉起吊,吊装上述组件时,一定要按制造厂的组对标记进行。最后吊装已装入凸球体的托瓦。凸球体的球面必须坐落在凹球体内,并能自由运动,在其间加入适量二硫化钼润滑粉剂,润滑球面。
托瓦在安装前应作水压试验,试验压力为0.6 MPa;托瓦与滑圈的接触面检查是将托瓦放在磨简体的润滑顶部,用塞尺在托瓦两端检查与滑圈之间的微小间隙,一般为0.05-0.10mm。插入深度为20 mm,着色检查接触面状况。要求在托瓦底部沿整个宽度有良好接触,允许托瓦两端部边缘20~25mm区域内无接触点,否则就需刮研。
托瓦组的安装位置及斜度必须尽可能接近最终位置,使两组托瓦端面平齐,并且横向中心线平行,瓦面朝向磨机中心点。滑履轴承安装完毕后,应清洗涂油,用白棉布或塑料薄膜将轴承保护好,以免赃物进入,等待进行下一工序的施工。
3 结 语
由于安装滑履轴承没有强制执行的国家规范和行业标准.300斜垫铁安装随意性给工程施工带来了很大的难度。通过及时地对滑履轴承安装工艺进行总结,节约了工时、提高了工效、保证了质量。并通过以上施工经验的及时总结。完全掌握了滑履轴承安装要领,为以后类似的工程提供了很好的理论支持。
作者:谢 斌
机构:中国十七冶工程技术服务公司
出处:中国水泥备件网微信公众号(关注查询更多资讯)
欢迎投稿,投稿邮箱:tougao#cement365.com(#替换为@)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号