技术丨水泥粉磨系统输料设备配置的优化
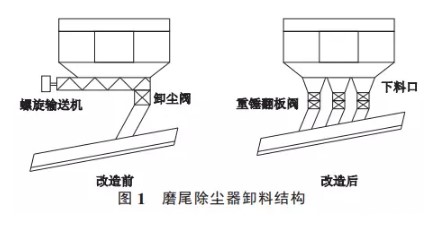
1 磨尾袋除尘器卸料口
除尘器型号为 PPCS128-9,通过螺旋输送机和卸灰阀下料。
存在问题:螺旋输送机吊瓦易磨损,卸灰阀易卡,传动链条销子断,卸灰阀测速开关易动作,造成磨机系统跳停,系统运行不平稳。
改造内容:拆除螺旋输送机和卸灰阀,自制重锤翻板阀和下料口(见图 1)。
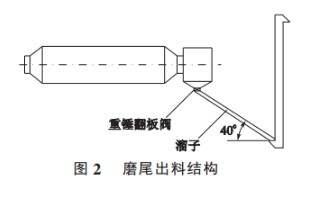
2 水泥磨磨尾下料口
磨尾下料口原来通过重锤翻板阀下料到 B500×5 800mm 空气输送斜槽,再到磨尾提升机。
存在问题:斜槽透气布易磨损,造成停磨。由于斜槽在地坑内空间狭窄,再加现场堵后,灰又比较多,水泥温度又高,维护费时费力。
改造内容: 将重锤翻板阀向磨机下料口上移800mm,把斜槽拆除更换成一根 Φ400mm×9 000mm管道,角度为 40°(见图 2)。
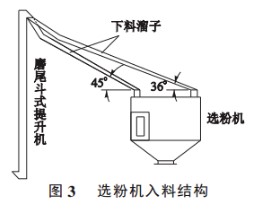
3 选粉机入料
原来的选粉机入料流程:磨尾提升机下料口—空气输送斜槽——清渣器——空气输送斜槽——选粉机。
存在问题:斜槽透气布易磨损,尤其第一节斜槽很难拆卸,更换时间比较长,影响磨机生产;清渣器杂物不及时清理容易堵料; 压缩空气开小易造成堵料,开大造成气源浪费。
改造内容:在生产中发现,磨尾滚筒筛网保持完好时,铁渣及大颗粒物料全部被筛分通过磨尾吐渣口吐出,清渣器内没有出现铁渣及大颗粒物料。所以,规定每次磨机定检时,都对滚筒筛检修,保证滚筒网完好,清渣器的作用不大。这样,将两节斜槽及清渣器拆除,提升机下料口对半分成 2 个下料口,分别下到选粉机的进料口,角度分别为 45°和 36°(见图 3)。
4 粉煤灰斗式提升机
投产以来,粉煤灰掺入一直存在波动,脉冲给料频繁发生,直接影响磨机产量和产品质量,对此问题,我们利用闲置设备进行改造。
改造前掺入方式:库底——手动闸板阀——卸料器——冲板流量计——空气输送斜槽——NF50 斗式提升机——入磨。
改造后掺入方式:库底——手动闸板阀——卸料器——溢流螺旋输送机——冲板流量计——空气输送斜槽——TH315 胶带提升机——入磨。
改造后增设溢流螺旋输送机一台(为闲置设备),其主要起二次锁料效果; 电气控制采用滑差调速控制。 由于 NE50 斗式提升机链板每年必须更换一次,且故障率高,因此改为 TH315 胶带斗式提升机,胶带采用更换下来的熟料输送带,裁为 450mm 宽,传动部分采用 B500 胶带输送机头轮,下轮利用原 NE50 下链轮, 在其外圆周套上一个 Ф500mm×550mm 圆管,焊接固定即可。
投入运行后,根据现场实测输送量达 36t/h,给料波动在 0.5~0.8t/h,给料稳定,从曲线图中看似一条直线,粉煤灰掺入提高了 6%,极大提高磨机产量,同时年节约配件费用 1.34 万元。
5 总结
技术改造后共消除故障点 8 个,因停开 8 台电动机和 4 台空气输送斜槽风机, 减少运行功率 34kW,降低系统处理风量近 10 000m3/h, 使 2 台系统风机(315kW/台) 运行时风门开度下降 5%(5 号磨尾风机风门开度由 54%下降到 48%、6 号磨尾风机风门开度由 63%下降到 56%),选粉机转速下降 50r/min, 风机运行电流下降 1A, 选粉机电流下降 20~35A, 这样节约电量 20 000kWh/月。 并节约相应的吊瓦、空气输送斜槽透气布等易损部件。
改后磨机运转率明显提高, 现磨机运行周期已达 40d, 台时产量由技改前 118.5t/h 上升到 124.3t/h(P·O42.5 级水泥), 系统工序电耗由技改前 39.1kWh/t下降到 35.4kWh/t,极大地降低了运行成本。
作者:丁世友,陶定高,杨青龙
机构:海螺集团 白马山水泥厂
出处:中国水泥备件网微信公众号(关注查询更多资讯)
欢迎投稿,投稿邮箱:tougao#cement365.com(#替换为@)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号