技术丨改善水泥磨磨头仓给料稳定性的几点措施
1、情况简介
我公司的水泥粉磨系统是典型的“一拖二”型式,即由一台CLF140/65辊压机带两台分别为Φ2.4m×12m(简称3号磨)及Φ2.6m×13m(简称4号磨)的水泥磨,每台磨机磨头配有一个有效容量为212t的磨头钢板仓(直筒部分为Φ5m×7m),给料装置由带变频调速的Φ400×400刚性叶轮给料机及DEL0820定量给料机组成。在使用过程中,磨头仓的设置较好地解决了运行中辊压机短期故障对水泥磨的影响,提高了两台磨机的运转率,但是,两台水泥磨的给料极不稳定(4号磨的情况比3号磨更严重),在使用初期经常发生料仓结拱及冲料现象,要么是物料下不来,要么是物料下来后流量控制不住,后来,不但结拱及冲料现象未解决,还出现料仓堵塞及刚性叶轮给料机电动机频繁烧坏等现象,造成两台水泥磨的产质量极不稳定,同时也影响了混合材的掺入量,增加了生产成本。后来,经过观察、分析及处理,此问题得到解决,现将有关情况介绍如下。
2、给料不稳定的原因分析
分析认为,仓内物料的流动性与物料的性质(如内摩擦角、容重等)、物料的水分、仓的结构(如高径比、出料锥体的倾角、出料口的位置及大小、仓壁表面的摩擦系数等)、出料设备的性能等有关,造成磨头仓给料不稳定的原因有以下几个方面:
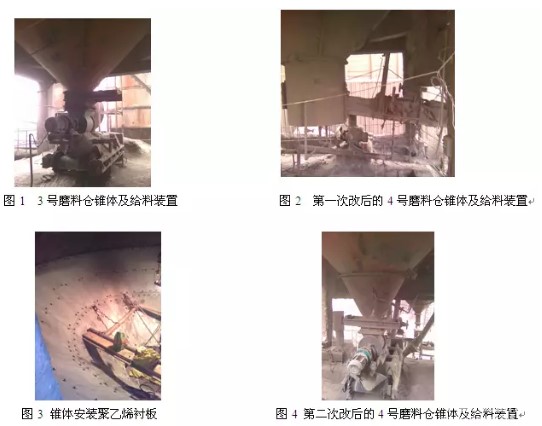
①磨头仓的设计存在问题,一是下锥体的倾角偏小,只有45°(如图1所示,3号、4号磨的料仓结构是一样的),而经过笔者初步测量,其静态休止角就为45°左右,按照工艺设计规范要求,下锥体的倾角应该比休止角大5°~10°。二是出料口为400×400,尺寸也偏小,出料不通畅,从而造成仓内物料容易起拱而不容排出,而一旦塌料,则流量又不易控制。
②磨头仓露天布置,在冬季或雨季时,由于仓壁内外温差较大,仓壁内物料容易吸潮粘结压实,不仅使仓的有效容量减小,同时还使仓壁的摩擦阻力增大,使物料的流动性更差,更容易起拱。
③进入料仓的物料为粉状物料,其细度为0.08mm筛筛余40%~45%,物料颗粒分布不均匀,使得物料的空隙率较小,容易压实而粘结。
④仓底给料设备—刚性叶轮给料机的问题,一方面,刚性叶轮给料机的给料能力偏大,设计能力为60t/h,而3号磨的实际产量约为25t/h,4号磨的实际产量约为35t/h,这样,配套的2.2KW电动机总是在低速下运行,从而使电动机的输出转矩小于叶轮转动实际需要的转矩,从而造成电动机过负载而烧坏,再加上叶轮给料机中进入结块的物料或异物而卡死烧坏等;另一方面,叶轮给料机的锁料能力差,冲料时,调低叶轮转速甚至把叶轮给料机停下来,仍有物料从叶轮给料机的叶轮与机壳的侧面或径向间隙中漏出,有时漏出量较大,造成流量控制不住。4号磨的产量比3号磨大,运行时的叶轮转速也较大,所以,流量控制更难一点。
⑤磨头仓的使用不规范,停机时间较长时,并未把磨头仓排空,仓壁结块严重时,未及时对仓壁进行清理,从而使仓的有效容量进一步减小,物料的流动性更差。
3、处理措施及效果
(1)在初期,我们在磨头仓锥体下部安装振动电机,想利用振动电机的激振力的作用把物料振松而改善仓内物料的流动性,但实际使用中,由于锥体太大及仓壁结块严重,其作用很小,达不到设置的目的,后来就把振动电机取掉了。
(2)操作时发现,不同的仓位,给料的稳定性不同,保持适当的物料仓位有利于稳定给料,为此,在实际生产中,我们要求操作人员适当控制仓位,例如,空仓到4m时,就停止刚性叶轮给料机的下料,等仓位上升后,再开叶轮机给料,此措施能起到一定的稳料作用。
(3)适时清仓,把粘结的物料清理出来,以改善物料的流动性。在清仓后的约半个月时间,有一定的稳料效果,但过后又恢复原状态。
(4)改善刚性叶轮给料的稳定性,一是把变频调速电机改为普通电机,电动机功率由2.2kW加大到4kW,二是对叶轮结构进行多次改进,减小叶轮与机壳的径向间隙及侧向间隙,把叶片数由6片增加到10片,以增加挡料效果,同时把叶轮给料机的出料口尺寸缩小,由原来的400×220缩小为400×130。改后,叶轮给料机的故障大大减少,锁料能力加强。
刚性叶轮给料机由变频调速电机改为普通电机后,我们发现,同样的两台Φ400×400刚性叶轮给料机,转速是一样的,其设计给料能力也是一样的,都为60t/h,但两台水泥磨产量不同,这说明,刚性叶轮给料机的填充率是不同的。笔者根据有关公式并按磨机台时产量25t/h计算,叶轮给料机的填充率仅为0.23,远未达到设计时的0.8的要求,这充分说明,仓的设计存在问题,物料并未全部压实在给料机的给料口上。
(5)在3号磨磨头仓下锥体增加两个压缩空气喷吹管,在流量变小时,人工开通压缩空气喷吹,能使流量增大,但压缩空气不能长期打开,原因有两个,一是压缩空气的压力不足,二是打开压缩空气后,物料流动性改善,刚性叶轮给料机的漏料量增大,流量不好控制。所以,压缩空气喷吹只能短期使用才有效果。
(6)对给料极不稳定的4号磨磨头仓及给料装置进行改进,即把原磨头仓最下部的锥体割下,加装一个Φ1.3m×1.3m的直筒部分,此直筒内安装三块充气板,以便对仓内物料进行气化作用,同时把刚性叶轮给料机给料改为斜槽给料。为此,把定量给料机前移,新加一台带流量控制阀的XZ315×2.9m斜槽及一台供气的罗茨风机(如图2所示)。改后使用中,物料下不来的情况得到改善,但给料量仍不稳定,如给定产量为30t/h,实际流量在0~50t/h之间周期性变动,同时,由于仓内物料结块,这些结块物料进入斜槽时,容易堵塞斜槽,使人工清理斜槽的工作量较大,给料的稳定性反而不如未改的3号磨刚性叶轮给料给料机。分析认为,下部物料气化后,能破坏最下部的结拱,但由于上部物料的结块及气化后的空气不法排出,容易造成塌料及堵塞,使流量波动大,且易堵料,所以,给料同样是不均匀的。
(7)考虑4号磨的气动下料装置不但稳定性差,同时清理斜槽堵塞的时间较多,影响了运转率,为此,我们取消了气动下料装置,改回到原来的刚性叶轮给料机给料。针对原设计料仓下锥体的倾角太小的问题,我们把第一次改进时新加的Φ1.3m×1.3m直筒部分取掉,重新制作一个高为850mm,锥体倾角为62°的锥体。同时,制作一个Φ420×600双头锥体,用钢丝绳悬挂在仓内,双头锥体位置距离出料口高约850mm(锥体直径最大处离料仓边缘距离为450mm,即大于出料口尺寸400mm)。安装双头锥体的目的是减轻下层物料的压力,同时,利用物料下料流动时的动力让双头锥体晃动来破坏仓内的结拱现象。另外,为改善仓壁的结构,减轻摩擦阻力,我们尝试在3号磨及4号磨的磨头仓的锥体部分加装δ10的超高分子量聚乙烯衬板,以防止物料在下锥体内粘结,同时利用此种材料的摩擦系数小来改善仓壁的流动性。
超高分子量聚乙烯衬板安装前,需清理仓壁内的物料和铁锈,以便衬板贴合紧密及螺栓的焊接,超高分子量聚乙烯衬板根据锥体尺寸现场下料并钻孔,然后,把下好料并钻好孔的衬板放到固定的位置上,画出螺栓的位置,再把沉头螺栓焊接在锥体上,最后用沉头螺栓固定衬板(衬板安装图如图3所示)。
改后4号磨料仓锥体及给料装置如图4所示,经生产实践,4号磨的给料稳定性大大增强,波动量在2t/h左右,运行中不需人工振打仓壁,也不需打开压缩空气喷吹,物料就可自行下料,有时虽有流量增大,但时间很短,对磨机的产质量没有大的影响。而3号磨,因下锥体未改动(下锥体到楼面的高度没有4号磨的位置高,无法改变下锥体的部分结构)及未加双头锥体,有时需开压缩空气喷吹,效果没有4号磨的好。
4、总结
通过采取上述的处理措施,4号磨的给料稳定性大大增强,从而解决了生产中多年未解决的瓶颈问题,使磨机的产质量得到保障。实际运行效果证明,磨头仓的锥体倾角太小及仓壁吸潮结块是造成给料稳定性差的主要原因,因此,在设计段阶,就必须注意磨头仓的锥体倾角及改善仓内流动性的问题,宜愿减小仓容也要保证倾角合适,同时,可在仓内安装摩擦系数小的高分子量聚乙烯衬板来改善仓内物料的流动性;另外,在料仓的使用中,停磨时间长时,要及时放空仓位,使用时间较长后,要及时安全地清仓,这对保证给料的稳定性也有一定的效果。
作者:刘明红
来源:中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号