技术丨钢丝胶带提升机落架的紧急处理
1、问题分析
该公司入水泥库提升机为TGD630胶带式提升机,自投产一直运转平稳,无刮壳体、掉斗等其它硬性伤害,之所以频繁落架,经现场勘察结合中控操作分析如下。
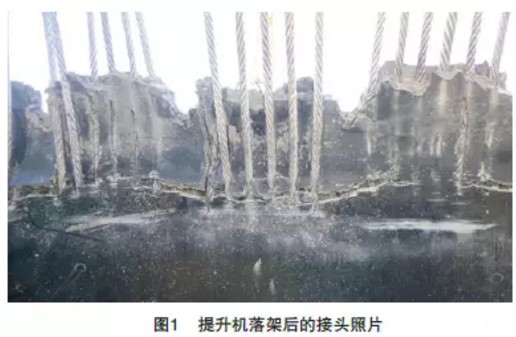
(1)胶带接头处胶皮老化严重,出现胶皮与钢丝脱骨现象,使胶带与钢丝失去了原有的粘合力,见图1。
(2)入库水泥温度长期在120-130度之间,而胶带的最高耐热温度是150度,使得胶带老化较快。
(3)由于胶带提升机接头夹板的材质是铝合金的,导热快且比较集中,热量无法释放。
(4)TGD630胶带提升机的最大提升量为250t/h,而水泥磨的台时有时高达260t/h,导致提升机运行负荷大,而接头恰好又是胶带的薄弱点。
(5)设备自身的缺陷,胶带接头处钢丝接头固定卡太少,且钢丝露出太短,吃力不够,包胶量少,见图2。

1、胶带压板 2、胶带垫板 3、高强螺栓M24 4、高强螺母M24 5、垫圈M24 6、高强螺栓M22 7、高强螺母M22 8、垫圈M22 9、填料箱 10、填料 11、钢丝绳卡
2、处理方案
通过现场观察,提升机胶带本体并未出现任何安全隐患,落架仅是由于接头处钢丝抽芯引起的,如整体更换不仅浪费而且维修周期较长,该公司采取在线重做接头的处理方式,既节省了大量维修费用,又缩短了维修时间,实施方案如下。
(1)拆除提升机顶部壳体,用绳子测量两侧落架后接头位置,然后分别在对应位置处开600×600的方孔,并在提升机顶部用工字钢制作吊装架。
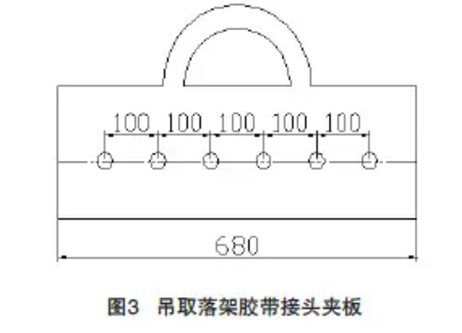
(2)根据料斗尺寸制作四块如图3所示的夹板,在开口处找到断裂口,将其附近的几个斗子摘除,在靠近接头处用两块夹板夹住,吊耳处挂好10t手拉葫芦(58m提升机落架时上行线8t,下行线3t)。
(3)用200t吊车,将其挂钩由提升机顶部缓慢放入可体内的断口处,并将手拉葫芦的另一端挂在吊钩上,缓慢提起胶带。
(4)将两侧提起后,分别挂在预先制作好的吊装架上,然后打开尾部滑到,看是否具备提高350mm的量,如不具备可考虑将尾部滑到提高一部分。
(5)用手拉葫芦缓慢将接头拉起400mm重新制作接头。
(6)按比例制作填料,放入接头填料箱里捣实,常温下养护24h。
(7)打慢转,检查变形严重的料斗,并进行更换,最后回复提升机壳体及滑到密封。
3、改进措施
针对提升机胶带本体完好无损,接头出现抽芯现象,我公司相应做了一下几点改进:
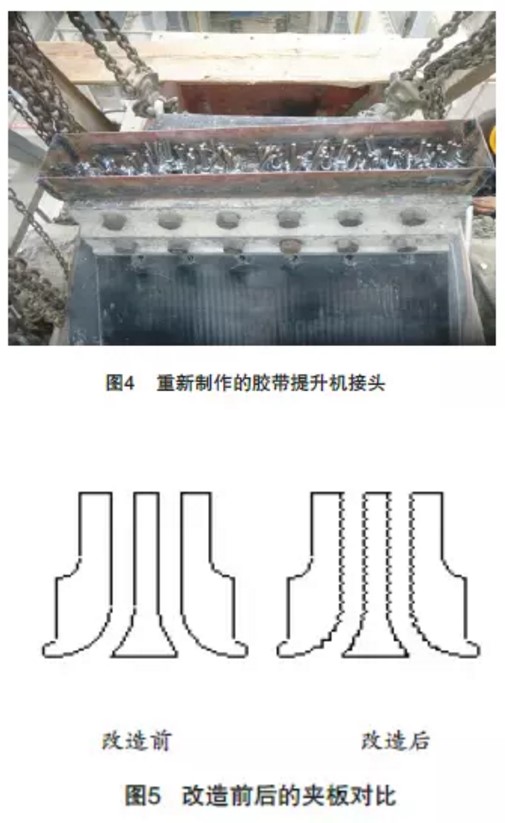
(1)将填料箱尺寸增大或改为灌铅的(如图4所示),加强胶体与钢丝绳之间的粘合力,同时调整相对称位置的配重重量,避免偏重。
(2)对钢丝绳接头,由单排卡子变为双排卡子,紧固方式由原来对称2根连接改为3根连接,而且第一排与第二排交叉作用。
(3)将夹板的作用面,由平滑的改为波浪面,增加夹板对胶带及钢丝绳的作用力(如图5所示)。
4、总结
通过以上处理方案及改进,该公司再未出现过胶带提升机落架现象,不仅为公司降低了维修费用,而且还节省了检修时间,采用此方法落架后修复仅需4天,可使设备尽快回复生产,保证水泥的正常生产和发运,对于其它水泥机械胶带提升机,我们主动利用检修的时间对接头进行改进,取得了良好的使用效果。
作者:卜江江
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号