技术丨水泥厂立磨磨辊轴承的应用性能分析
概述
立磨是现代水泥生产线粉磨系统的核心设备,具有能耗低、粉磨效率高、烘干能力强、系统流程简单、产能大等优点。其中磨辊又是立磨至关重要的研磨部件,是其核心部分;而磨辊轴承又是磨辊的关键零件,是磨辊的心脏。因此,磨辊轴承是否正确选用、正确装配,会直接影响到立磨的运转性能,影响磨辊轴承的使用寿命,甚至关系到整条水泥生产线的生产效率。
铁姆肯公司生产的轴承在水泥行业中有着数十年的应用历史, 同时我们也积累了丰富的应用经验。下面我们就影响立磨磨辊轴承应用性能的几个主要方面进行详细地阐述。
1、如何正确优化轴承安装游隙
在现代化水泥生产线的生料磨及水泥磨的磨辊中,目前市场上主流的设计是锥形磨辊设计。在这种设计中,绝大多数立磨制造厂商都采用双列圆锥滚子轴承(或两个单列圆锥滚子轴承成对安装)和圆柱滚子轴承的组合配置方式。其中,圆锥滚子轴承作为固定端,承受来自辊套的轴向工作推力及径向工作压力;圆柱滚子轴承作为浮动端,只承受径向工作压力,不承受任何轴向工作推力。磨辊正常工作时,轴向的工作推力往往使双列圆锥滚子轴承的两列滚子受力不均匀。由于立磨腔室内温度很高,并且工作时磨辊轴承外圈旋转,内圈静止不动,因此,轴承外圈工作温度往往会比轴承内圈温度高,导致外圈热膨胀量比内圈膨胀量大,因此圆锥滚子轴承的工作游隙比安装游隙往往要大,这就加剧了圆锥轴承双列滚子的受载不均匀性,甚至全部轴向载荷由一列滚子承受,另一列滚子不承受任何载荷。
为了使得圆锥滚子轴承的双列滚子在工作时都承受合理的载荷,就需要正确调整其安装游隙,通常需要预紧安装。轴承的预紧量要合适,预紧量太大会产生过大的启动转矩和工作转矩,引起温升过高,导致过早的疲劳损伤,甚至于轴承烧伤;而预紧量不足会导致轴承工作游隙过大,单列滚子受载,不受载的那列轴承滚子位置容易歪曲偏斜,在转动过程中会与轴承保持架产生摩擦、碰撞,在冲击载荷作用下这种现象尤为明显,容易引起保持架损坏而导致轴承失效停机。同时,在冲击载荷的作用下,工作游隙过大还会导致辊套来回串动量大,可能对轴承密封件造成损坏。
另一方面,在很多磨辊应用中,我们很难通过预设游隙的圆锥滚子轴承来达到较好的安装游隙。导致这种状况的原因是轴承、轴和轴承座都有一定的加工误差范围。这种制造公差范围的存在,导致了由于轴承过盈配合引起的游隙减少量的范围很大,也就是说可能的安装游隙范围很宽,甚至很有可能最终的安装游隙落在轴承理想的安装游隙范围之外。
为了说明问题,我们举一个实际例子,在某型号的立磨中,采用两个单列圆锥滚子轴承面对面安装配对使用。由于轴与轴承内孔的配合,轴承座与轴承外径的紧配合量的影响,如果采用预设隔圈,由于紧配合导致的轴向游隙减少量会使安装后的轴承轴向游隙的范围上下限之差达到0.3mm。
对这个立磨建立分析模型,应用专门的轴承分析软件做出的分析可见,圆锥滚子轴承的工作承载区与其安装游隙的关系,如图1所示。
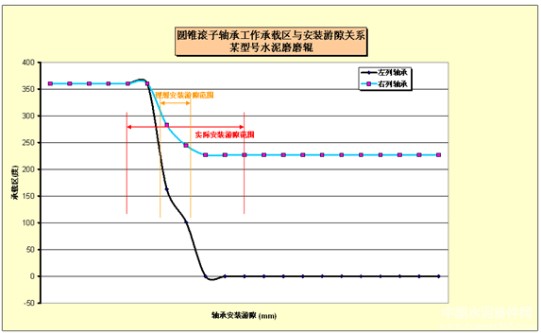
图1: 圆锥滚子轴承工作承载区与实际安装游隙关系
从图1我们可以看到,为了使得两列轴承滚子在工作时都合理地承受载荷,轴承的理想安装游隙需要控制在一个宽度仅为0.1mm毫米左右的区间内(图1中橙色箭头区间)。实际上,采用预设隔圈的轴承,其最终可能的安装游隙区间范围宽度为0.3mm(图1中红色箭头区间),,远大于0.1mm。 换句话说,如果采用预设游隙的轴承,实际的安装游隙很可能落在理想的安装游隙范围之外,从而降低了轴承的工作性能。
针对立磨磨辊轴承的这种应用情况,铁姆肯公司推荐现场配磨隔圈的方法。这种方法可以达到精确控制安装游隙,优化两列轴承承载区的目的。具体的做法是在装配现场,我们需要实测轴的具体尺寸和轴承座内孔的具体尺寸,同时测量轴承的相关尺寸。根据这些尺寸,我们的工程师可以帮助客户计算出为了达到所推荐的最佳安装游隙而需要磨掉的隔圈厚度。隔圈配磨好以后,一次性便能完成轴承安装。
此外,考虑到用户经验,现场工具的局限性,测量轴承的相关具体尺寸可能不方便、不熟练或不准确,轴承在出厂前,我们就为客户测量好相关尺寸。客户所需要做的只是测量轴和轴承内孔的尺寸,以及根据工程师的推荐值计算隔圈修磨量。实践证明,相对于有些厂家推荐的试装方法,铁姆肯公司推荐的这种安装方法为客户节省了大量的人力和物力,从而受到我们客户的欢迎。
2、怎样改善轴承润滑状况
选择正确适量的润滑剂,采取正确的润滑方法对于任何轴承的成功运行都至关重要,这是因为轴承润滑剂具有三个主要功能:分离接触表面,减少摩擦;散热;防止腐蚀。
在立磨磨辊应用中,高温,冲击、重载、低速的应用环境使得轴承的良好润滑条件很难形成,恶劣的粉尘环境及冲击更是恶化了润滑状况。实际应用结果表明,大多数的磨辊轴承损坏都是轴承润滑不当的结果。针对立磨磨辊轴承这种恶劣的应用工况,在润滑系统设计的选择上,采用循环油润滑系统相对比较有效,一方面循环油可以有效带走轴承工作时产生的大部分热量以及外部的热辐射,另一方面还可以通过循环油带走轴承内部存在的微小杂质,净化轴承工作环境。
在润滑油的型号选择上,需要根据磨辊的工作温度和具体工作载荷的大小来选择粘度合适的润滑油。轴承工作时,采用粘度较高的润滑油可以形成足够厚的润滑油膜,以延长轴承的应用寿命。针对上面的磨辊应用案例,我们采用3种不同粘度的润滑油(ISO VG 150, ISO VG 220, ISO VG 320)做分析,通过比较其分析寿命,可以说明润滑油粘度对轴承工作寿命的重要影响。如下图2所示,润滑油粘度每提升一个级别,磨辊轴承的系统寿命提高18%左右。由此可见,通过采用粘度较高的润滑油来改善轴承寿命,其效果还是很明显的。在工作载荷偏大的应用中,采用粘度相对高的润滑剂对提高轴承性能尤为重要。
此外,在边界润滑条件下,还需要使用具有极压或抗磨功能的添加剂来防止接触表面金属与金属间的直接接触,或者通过改善磨辊轴承表面粗糙度的方法来达到改善轴承润滑的目的。
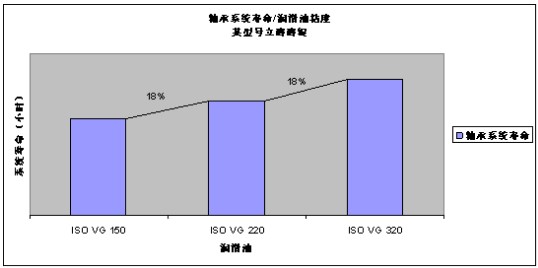
图2:不同粘度的润滑油对轴承系统寿命影响
3、 如何选择密封部件
密封对立磨轴承的工作寿命也有很大的影响。它必须防止润滑剂从轴承向外泄漏,同时必须防止外界污染物进入轴承。在颗粒细小的磨粒工作环境中,大量微小硬质颗粒很容易进入立磨磨辊轴承内部,恶化轴承工作环境,降低润滑效果,甚至在滚道面形成压痕,引起点蚀甚至滚道面剥落,降低轴承的工作寿命。因此,选择高可靠性的密封部件,对提高轴承工作寿命至关重要。另外,设计多重密封并在磨辊内外设计一定的压力差,可以有效防止外界污染物进入轴承内部。
4、结束语
以上从影响立磨磨辊轴承应用性能的几个因素作了相关的阐述,希望通过这样的分析,能够帮助广大的立磨设计者和用户更好的选择和使用轴承,减少停机时间,延长轴承使用寿命,提高生产效率。
作者:胡文才
出处:中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号