技术丨如何让你的窑恢复正常运转
1 是否要焊接磨损的托轮
客户的问题:为什么不在托轮表面上焊接以修 复磨损的轮表?
窑专家的回答:修复包括通过对托 轮表面局部或整体的覆盖。靠焊接可以形成能替代 磨损材料的新材质,这种修复方法曾被反复尝试,但 大多数都不能达到满意的效果。决定修复成败的相 关因素有很多,要知道成败之处就必须了解托轮表 面的机械构造。
赫兹压力是轮带与托轮的接触压力。一个托轮 要支撑的负荷一定不能超过赫兹压力允许范围的上限。轮带的直径主要由它的简体直径决定,轮带的 厚度要能提供足够的强度和硬度来支撑筒体和其内 部物质的重量。因此轮带要有适当的截面系数,而截面系数是由轮带的厚度和宽度共同决定的。托轮 直径是赫兹压力的一个决定因素;托轮直径越大,赫 兹压力越小。但是轮带和托轮间接触线的长度和轮 带面宽度,相对托轮直径对赫兹压力有更直接的影 响,所以轮带越宽其赫兹压力越小。
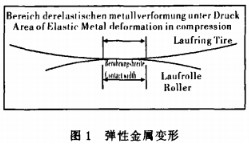
轮带与托轮之间的接触线和接触点,细看的话 实际是一块区域而不是一条线,因为钢也是有弹性的。正如汽车轮胎与路面接触时会轻微变平,轮带 和托轮面经过接触时也都会变扁平(见图1)。
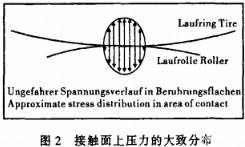
曲面相接时产生了接触压力,在接触面宽度的 中心升到最大值。即在轮带与托轮接触面相交的中 心线的那一点有最大值(见图2)。
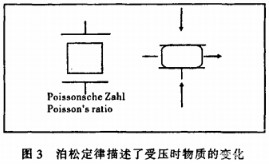
同时,还存在一个被称为“泊松定律”的现象,即 某物质如果向着某个方向被挤压,它会向其它方向 延伸(见图3)。
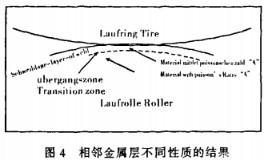
托轮表面被焊接后,新的金属层与底层物质会有不同的力学性质。不管焊条冶金与底层金属选的多么仔细和契合,不管预热处理的工作做的多全面,金属性质的差异还是会存在。通常又都没有采取这 些预防措施,所以情况更糟糕(见图4)。
当托轮面 经过接触点时,如图所示金属会压缩变形,压缩程度 会因几何学和总重量有所不同。但外层和底层金属 由于机械性质不同,压缩程度也不同。泊松比率是度量这种压缩程度差异的一种方法。因此,在金属 融合区的剪切力可以轻易地分离开两种材料。微小的裂缝会渐渐扩大,不管焊接的多好,焊接材料也会很快就碎裂,剥落,或者与底层金属分离。
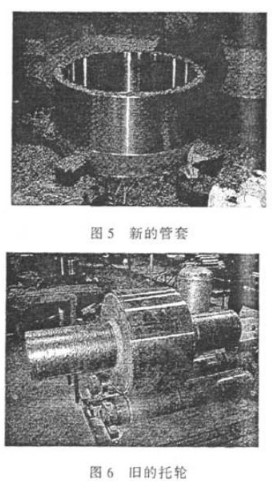
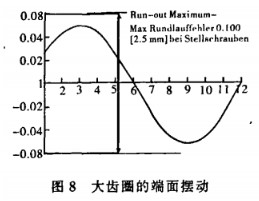
如果托轮还很大,还有修复价值,加工一个足够 厚的轮圈是使修复能持久的第一步。一个新的套管(见图5),通常是一个新铸的有足够厚度的轮圈,把 它配合套装在旧的托轮外面(见图6)。轮圈热胀冷 缩的配合精度要能防止其在运转中脱离。有能力和 有经验的机械厂都知道这些工艺参数。这种组装的 产品经过机械加工后会具有原始托轮的尺寸,该修 复产品的使用寿命如同新托轮一样长。请注意图6 中的托轮是在旧托轮的轴端用密集缝焊来修复的。 在其轴端缝焊修复是可行的,因为它的表面的压力 非常小,而且在运转中其表面还有一层油膜支撑。
2 用百分表测量轴齿轮
客户的问题:只用一个百分表可以测量大齿圈 的端面摆动吗?
窑专家的回答:不可以。只用一个百分表测量窑大齿圈端面摆动的方法是不妥当的(见图7)。用 2个百分表测量端面摆动,能消除所有由托轮支撑 的旋转设备都固有的“轴端面浮动”的影响。窑的简体,由于有适应热膨胀的结构特点,又受推力控制器 和结构设计经济性因素的影响,简体可以沿轴向移动。这种在大齿圈端面测量出来的移动,通常不会超过大齿圈与小齿轮端面尺寸之差值,名义尺寸约 为±1/2英寸[12 mm]左右。

被推力挡轮限制做轴向移动的推力轮带,通常 是离大齿圈最近的那个轮带。这是窑筒体上的一个固定点,从这里热膨胀使筒体向着其它的方向膨胀伸展。因此离该点最近的大齿圈的位置就可以固定不变,大齿圈与小齿轮平行排列,它几乎不受简体热膨胀的影响。
如果是这样,当推力轮带在推力挡轮的连续运转推动时,只用一个百分表不能消除窑简体的“轴向端面浮动”吗?
这里假定推力轮带始终围绕窑筒体的轴线旋转,且筒体轴线是完全笔直。也就是说,轮带没有发生晃动。当然这实际上是不可能的。所有的轮带,包括推力轮带,都会晃动。我们只需要讨论它晃动了多少。对大齿圈端面摆动范围的要求是很严苛的,大约在0.030~0.060英寸[0.8~1.5 mm]内,且对每个齿轮都有具体的最大许可值。所以我们可 以知道筒体最微小的移动或推力挡轮表面微小的瑕疵都可以引起足够大的轴向间隙,从而导致大齿圈 端面摆动的错误测量读数。
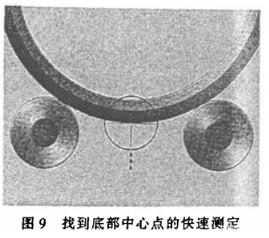
只用一个百分表测量时,推力轮带的任何晃动 都会在大齿圈上反映出来,被看作是大齿轮的端面摆动。而这两种晃动没有办法区分。在不知情的情况下大齿圈会被当作唯一的端面摆动来调整,(或尽 从业人员所能)以应对推力轮带的摆动。这样一个百分表就会显示符合大齿圈端面摆动数据了。这样做最多就是能让大齿圈端面摆动来反映推力轮带的 摆动。两者数据大小相同,只是方向相反。推力挡轮表面的凸凹不平会给读数带来很大干扰,会扰乱 后续的工作。把大齿轮端面摆动数据绘制成函数图 形时,相对于圆周位置的振幅定义了一个正弦曲线 (见图8)。更加复杂的数据分析还包括函数曲线分析,要把数据配合到最切合的正弦波形图上。2个百分表没有相隔180°时也可以读取数据,但必须是同一个端面的数据。即使过程复杂,还是有必要使 用2个百分表。
真正的难题是,只用一个百分表时,大齿圈的端 面摆动仍然是个未知数。使用2个百分表,可以准确完成这些测量几乎不费额外的力气,至于别的方法都不用讨论了。仅使用一个百分表说明他们对窑 的机械结构缺乏了解或者是公然的忽视。
3 寻找窑轮带的底部中心点
顾客的问题:如何寻找窑轮带的底部中心点?
窑医生的回答:回转窑是运转还是停止的?如 果窑是停止的,只要用卷尺沿轴找到轮带的中心,划一条12英寸的圆周线。然后在轮带的底部用水平 仪找水平面,找水平时划线标出切点,这一点就是底 部中心点。要更准确就要用水平仪;如果还要更高 的准确度,就要使用光学自动水准仪。把机械师的 刻度尺或光学工具尺的零刻度一端固定在一块磁铁上,然后把磁铁末端置于轮带上。刻度尺要从轮带 处呈放射状向外伸出。让一个人通过自动水准仪观 看着刻度数,沿着圆周线移动带磁铁刻度尺,通过底 部中心点。当水准仪视场内的刻度读数达到最大值 时,观测者就能用自动水准仪确定轮带的底部中心 点。
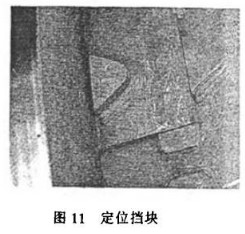
有一个简单的方法可以快速确定中心点:在轮 带底部喷洒WD40(一种轻油),油会顺着轮带底部 流下并滴落(见图9)。
如果窑是运转的:把自动水准仪放置在窑中心线旁,平视轮带的底部边缘。自动水平仪要装在可 以作垂直移动调节的架子上。上下移动自动水平 仪,直到其视场内交叉瞄准的水平线与轮带边缘为 切线。仔细观测底部切点上的交叉瞄准线,就可目 测来确定轮带的中心点。在中心点处直立一个高度 尺并摆动它,就可以测出轮带底部中心点的最小高度。
4 回转窑的运转方向
顾客的问题:回转窑可以逆向旋转吗?
窑医生的回答:最关键的是托轮支座内带油杯 的淋油机构。油杯淋油机构是单方向的,所以不能逆向旋转。否则,缺少润滑油会造成托轮轴承的损坏。通常推力挡轮要与窑中心线向窑朝下转动的一 边偏移3~6 mm。逆向旋转的窑意味着要把推力挡轮装备移动大约6~12 mm,这样它才能恢复到向下转动的一边所需要偏离的3~6 mm。如果不这样做,推力挡轮就会受到一种向上的力,会上升并 撞到简体的底面,引起窑的严重损坏而发生停窑事故。
让窑反向旋转也逆转了支撑托轮的推力。这就 需要作一个常规的校准。如果窑有双重的驱动,两 边各有一个小齿轮,那么从驱动的观点来看反向运 转是有可能的。要知道小齿轮的轴承、底部和基座 一般是为向下的正常负载设计的;而在逆向运转中 这些压力反向了,所以一定要确保小齿轮的轴承上的负载是在允许范围之内的。
如果窑的大齿圈用了沿切面的弹簧底座,通常该底座安装后,回转窑正向旋转时弹簧板会被拉伸。而窑的逆向旋转会使弹簧板受到压紧力的负载,这可能会造成窑驱动旋转的不稳定。很难说这样会不 会出问题(见图10)。

窑的出料口通常会偏离窑的中心线。从窑内出料时,熟料会集中在窑向上转动的一侧,它位于接料板的中心。当窑逆向运转时,熟料出口的中心会明显地转换到窑的另一侧。
如果窑上装有多筒冷却机或管式冷却器,要用 带倒转螺旋的冷却器来替代。如果窑筒体的进出口的封口是为一个特定的旋转方向设计的,也会成为一个问题。如果窑上装有横向螺旋盘,还要把它们倒转过来。当然也可能会出现其它的问题,但是由于不了解你的回转窑和操作过程,很难预见所有的可能性。
5 轮带的位置
顾客的问题:我们一些窑的运转时,轮带会碰撞 到其下端定位块,而它们原来总与轮带的上端定位 块相碰撞。这引起一些损坏:在驱动墩上的轮带下 端面的碎裂,而且在该轮带上装有位置监控器还会 把窑向上更加推移。针对发生这种问题的原因您可 以给一些建议吗?两个轮带每分钟的转速都是在 1/4~1/2英寸之间滑动。
窑医生的回答:有时候有一个令人迷惑的问题 经常被人问起:在筒体上定位挡块之间的轮带,为什 么有时靠上端定位块,有时靠下端定位块?(图11 显示了一个定位块,定位块离轮带的缝隙显示了轮带的位置。)
这其中包括了很多问题,有些很直观,有些不易察觉:
1)托轮的歪斜。这通常对轮带造成了最直接的影响,但很容易被其它影响力量所遮盖。
2)一般磨损。在这种情况下,托轮滚动面会逐渐产生微小的锥度,不再平滑。只要有千分之几英寸的凸凹不平就会产生作用,轮带会开始上移或下 移,找到耗能最小的一点为止。“耗能最小”的这一点和窑的斜面几乎无关,而更多和托轮表面的锥度 和凹陷有关。轮带开始顺着锥面下移,或移至托轮 凹陷处的最低点。
3)由于窑筒体内壁挂窑皮引起轮带的异常现象。例如,如果筒体在轮带的一面上比另一面要热 得多,筒体的直径就会发生微小的变化。轮带就会要远离较热的那一面。这是热变形锥度影响的另一个例子。
4)窑筒体的弯曲。如果窑简体的弯曲集中在该 轮带上,在一次旋转期间该轮带向上和向下的机会 几乎相同。这可以看作是支撑托轮上交替出现的推 力负荷。当使用“菲利斯回转窑维修推力监控器”, 就显著地表明了这一点。当支撑托轮安装了球形滚 柱轴承,推力监控器就特别有用,因为由于倾斜调 整,托轮不能轴向移动。但窑弯曲通常有它们的位 置发生点或拐点,除了生轮带中心之外,所以根据当 时主要的情况,筒体会讴使轮带上移或下移。这是 倾斜的另一种表现。托伦倾斜时会把轮带沿轴向推 动。弯曲变形的筒体开j台把轮带挤向“耗能最小”远 离弯曲处的一点。
5) 回转窑的非正常负载。这个现象最常见于有 较长墩距的回转窑中。这样的窑有时被称为“柔软 的”窑,因为它们对于未对准的情况更能宽容忍受。 一些使用者在研究“窑的硬度比”时就知道这一点 了。硬度比说明了在其它事项中校准是多么关键。 这是说点儿题外话了。真正的问题是:在异常负载 的事例中,比如在一个柔软的窑里,建造一个很大很 重的环状物,容纳了更多吨的物质,但造成了讨厌的 窑墩之间的中部筒体下陷。而且该下陷并不能被轮 带另一面简体下陷所平衡。其后果是:因为筒体倾 斜使轮带并不能和托轮倾斜相配合,于是轮带被迫 从负重的墩距处挤走。
最后这个情况也许会是一种持续的状况,比如 在把六墩窑改成三墩或四墩窑时常常发生。这并不是因为预料外的负重,而是因为最初窑的设计被打 乱,剩下的窑墩不能被最佳地重新安置。实际上在 这样的情况下,改变基座或托轮倾斜使其更好地配 合筒体倾斜可能是一种解决问题的方法。
在持续出现意外的轮带位置上,找出其产生的 原因是解决问题的方法。先做容易的事情。有了这 个观点,一个人就可以决定是纠正出现的问题还是 想办法忍受它。
作者:张晰
作者单位:武汉大学外国语学院
出处:中国水泥备件网微信公众号(关注查询更多资讯)
欢迎投稿,投稿邮箱:tougao#cement365.com(#替换为@)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号