1 裂纹情况
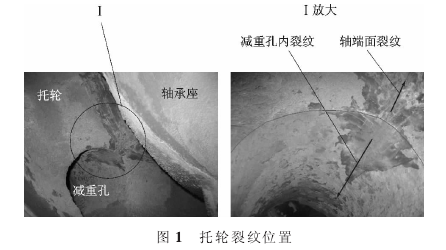
我公司 Φ4.8m×72m 回转窑 2003 年投产,2011年 2 月发现 1 档托轮在接近轴孔的位置有 1 处轴向贯穿性裂纹(见图 1),端面裂纹已至轴孔上,在托轮减重孔内目视可见裂纹。 因无配件,需对裂纹现场处理,以确保回转窑安全、连续、稳定运行。
一般情况下, 托轮裂纹多出现于托轮工作表面、腹板等处, 其处理办法多数是进行在线焊接处理,但焊接对托轮的副作用不可忽视,更何况此次托轮裂纹刚好处于轴孔位置,且为轴向贯穿,焊接难度大,焊接风险大。 为此,我们采用了一种锥套固定的保守办法进行处理,以减少裂纹的扩展。 即使有扩展现象,也是可控的,不至于造成损坏轴承座等设备事故的发生。
2 实施办法
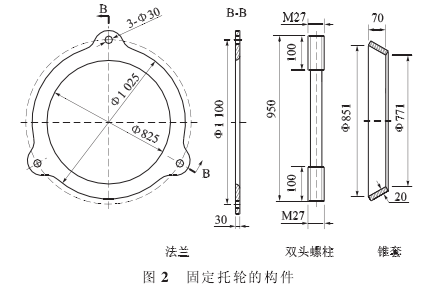
1)利用停窑检修机会,实测托轮轴孔两端锥度尺寸,制作如图 2 的法兰、螺柱、锥套等配件。 将制作好的法兰、锥套剖分成两半,将剖开位置打磨出坡口,以便能在不拆除托轮座前提下将法兰、锥套安装于托轮轴孔两端。
2) 用砂轮机将托轮轴孔两锥度的高点位置打磨干净,并用金属修补材料(如 TS216)均匀薄涂在两锥度表面,以保证锥套表面与托轮轴孔的锥度表面能充分贴合。
3) 将两个锥套分别贴合于托轮轴孔两端锥度外表面后,沿原切开位置的坡口焊接成一体,并将锥套外表面的焊接位置打磨平整,以便法兰能更贴合安装于锥套外表面。
4)将两个法兰分别安装于两个锥套外表面,沿原切开位置的坡口焊接成一体,将法兰内、外表面的焊接位置打磨平整,在法兰切开位置加焊连接板(两侧共四个)提高法兰的强度。
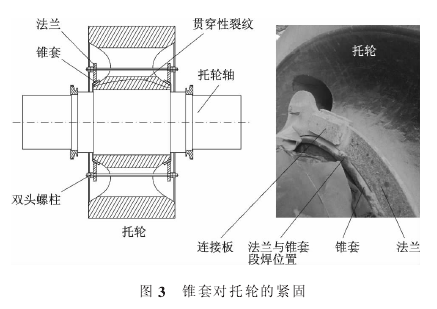
5)用三套双头螺柱分别穿过托轮的三个减重孔,将两侧的锥套通过法兰紧紧地套在轴孔两端的锥度位置。
6) 为防止锥套出现松动现象, 法兰被螺柱紧固后,将法兰与锥套之间进行段焊加固,段焊按圆周方向均布 3~4 段,每段长度约 150mm。
以上安装如图 3 所示。
3 处理后的效果
在 2011 年 3 月份小修时进行外加锥套固定的非焊接保守处理办法, 使此托轮一直运行到 2012 年 8月份因更换新的托轮而退出,从运行过程及退出后的检查情况看, 托轮裂纹处表面上未出现有扩展现象,达到了维修成本低、维修速度快、维修效果好的预期目的。
 浙公网安备
33010802003693号
浙公网安备
33010802003693号