在水泥工业生产中,存在着许多利用大小齿轮进行传动的设备,包括边缘传动的管磨机。由于制造、运输及安装等方面的需要,水泥厂管磨机的大齿轮经常采用分片结构,而分片处则是大齿轮的薄弱之处,齿轮在设计、加工、运输、存放、安装及使用时所产生的各种问题,经常在齿轮的把合面处反映出来,其中最常见的就是张口现象,轻者对设备的传动效率及使用寿命会产生严重影响,重者会造成设备损坏的事故。
大齿轮的张口现象,分为设备运转前产生及设备运转中产生两种形式。设备运转前产生的张口现象,主要发生在工艺制造过程、运输过程及安装过程中,而本文主要就大齿轮在设备运转过程中产生的张口现象从设计及使用角度进行分析,并提出具体的解决措施。
1 大齿轮张口的原因
设备在运转过程中产生张口现象多出现在干式磨、 烘干磨中,这些磨机筒体温度较高,一般高出齿圈温度 50 ℃左右或更高。在磨机开启后随着筒体温度升高,筒体法兰的热膨胀通过铰孔螺栓或止口传到大齿轮上,从而将结合面拉开形成张口。这种张口随筒体温度的升高而慢慢出现,危害性很大,应及时处理,否则时间一长容易变为永久塑性变形而无法处理。
2 处理措施
2.1 设计中可采取的措施
(1)考虑到磨机的把合面在磨机温度升高时会产生一定的张口现象,齿距会变大,在设计时有意让把合面的齿距在冷态时比正常齿距要小,这样在筒体温度升高后,把合面的齿距变大后尽量与正常齿距一致。具体措施为:在两半齿轮进行组合加工时,在把合面中插入一片薄铜片,厚度根据齿轮规格及设备筒体温度的不同而有所区别,一般为0.2 mm~0.4 mm。在齿轮安装时,去掉薄铜片,并拧紧把合面连接螺栓。这种设计,在磨机开始运转时,在齿轮把合面会产生振动,随着磨机筒体温度的逐渐升高,振动会慢慢减小,并有可能消失。
(2)当齿轮分片时,筒体热膨胀所产生的张口现象会在齿轮的把合面处反映出来,使把合面处的齿距发生变化。假设整个齿轮的齿距变化对每个磨机来说是个定值,如果齿轮分为两片,齿距的变化值就由两个把合面承担;如果齿轮分为四片,齿距的变化值就由四个把合面承担。因此,在大齿轮设计时,可根据磨机规格及筒体温度的情况,将齿轮分为四片、六片、八片,从而减小每个把合面的齿距变化值,保证磨机正常运转。
(3)为了保证大齿轮的把合面不发生张口现象,可以根据大齿轮与筒体法兰的连接螺栓规格及数量,确定齿轮把合面的连接螺栓规格及数量。计算公式如下:

式中:n1—大齿轮与筒体法兰的连接螺栓总数;
n2—大齿轮一个把合面的连接螺栓数;
d1—大齿轮与筒体法兰的连接螺栓直径,mm;
d2—大齿轮把合面的连接螺栓直径,mm。
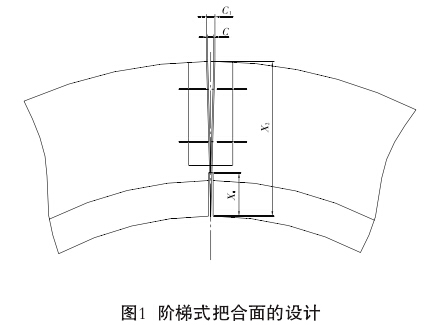
(4)减小大齿轮把合面的接触面积。为了减小大齿轮张口的严重程度,大齿轮把合面可以设计为阶梯式(具体计算见公式2),即将大齿轮的法兰内径处的一段距离预留一定的膨胀间隙。如果大齿轮把合面为全接触式,半齿轮变形后把合面接触部分在大齿轮法兰内缘处;而把合面为阶梯式,变形后把合面接点就向齿轮外缘移动处于台阶点,张口就小得多。如图1所示。

式中:C—采用阶梯式设计后的把合面张口量;
C1—采用全接触设计的把合面张口量;
X1—大齿轮预留间隙的高度;
X2—大齿轮的把合面高度。
2.2 磨机在运转过程中发生张口现象时的解决方法
(1)首先检查大齿轮的径向跳动公差是否符合要求。如不符合,应重新进行调整。有时,由于在设计时没有在大齿轮与筒体法兰的连接螺栓中采用铰孔螺栓,当磨机运转及停机时,伴随着磨机筒体温度的变化,大齿轮及筒体法兰也相应地发生热胀冷缩,由于大齿轮与筒体法兰存在着一定的温度差,大齿轮与筒体法兰的热胀冷缩程度是不一样的,从而使大齿轮及筒体的连接螺栓必然相应地发生移位。考虑到每个螺栓的拧紧力矩不会完全相同,这样经过一段时间的运转后,大齿轮的中心必定与筒体的中心线发生偏移,导致大齿轮的径向跳动增加。解决的方法是在每个半齿圈的中间部位上增加一个铰孔螺栓,即可有效地防止大齿轮的中心线发生偏移;或者在热磨停机后,每间隔一段时间使筒体转动 180°,直至磨体降为常温为止。这样不仅可预防大齿轮移位引起的径向跳动增加,同时可消除筒体热变形。
(2)检查大齿轮的法兰内径与筒体法兰间的间隙是否合适。有些公司在设计大齿轮与筒体法兰的连接时,采用止口定位,这样筒体法兰的热膨胀就会通过止口传递到大齿轮上,导致大齿轮发生张口。或者,当大齿轮的法兰内径与筒体法兰间的间隙较小,而筒体温度较高时,也会使大齿轮发生张口现象。处理此种张口,只要将大齿轮的法兰内径重新加工以保持与筒体法兰有合适的间隙,就可以消除张口现象。
(3)如果大齿轮在运转时,随着筒体温度的升高,慢慢地产生周期性的振动和冲击声,可以判断大齿轮的把合面发生了张口,此时可以在大齿轮的法兰内径与筒体外径之间打上两块楔块,楔块的安装位置位于半齿圈的中间部位。在采用这个措施时,需考虑大齿轮的把合面连接螺栓强度是否能够满足要求,在打进楔块后要对把合面的缝隙变化情况进行测量。同时注意:在打进楔块时要尽量使楔块沿整个大齿轮法兰宽度接触,否则可能引起把合面的缝隙变化不均。
(4)检查大齿轮把合面的螺栓数量及规格是否能够防止把合面发生张口现象,可以利用上文中所列的公式1进行校核。如不能满足条件,可将大齿轮与筒体法兰的连接螺栓每隔几个松开一个。国内一些水泥厂采用这种方法对消除大齿轮的张口现象也取得了良好的效果。
(5)如因为制造、运输、安装及长期使用等原因,导致大齿轮的把合面发生永久性的塑性变形,使得张口问题无法解决,那就得将大齿轮拆下,打磨把合面成一个角度。采用这种措施时,首先应测量在磨机运转时大齿轮的张口数据,计算出张口的角度,然后再在大齿轮的把合面上打磨出相反的角度,角度的大小不得超过大齿轮的张口角度,这样当大齿轮发生热膨胀现象时,就可以通过预先留出的间隙进行补偿,从而消除大齿轮的张口现象。这种处理措施在现场处理起来比较困难,要求工人的技术水平较高,同时处理周期较长。
3 结束语
边缘传动大齿轮产生张口现象的原因很多,从设计、选材、制造、运输、安装及使用各个环节都有可能发生。要消除张口现象,有时需要同时采取几种措施才能达到目的。
 浙公网安备
33010802003693号
浙公网安备
33010802003693号