技术丨2500t/d带尾辊四代篦冷机升级改造案例
引言
四川某水泥公司原有一条2 500t/d熟料生产线,烧成系统篦冷机是三代篦冷机,一直存在着热效率低、“红河”现象严重、故障率和维修率高、工人维修负荷重、电耗煤耗高等缺陷随着国家对水泥厂产能指标及安全、节能环保的要求不断提高,以上问题更加突出,严重影响了正常生产运行。为此,该公司对篦冷机进行了升级改造,将原来的改进型三代篦冷机更换为四代篦冷机——第四代WHEC步进式高效冷却机。
该项目始于2020年3月,历时45d。截止目前,运行状况优良,各项指标优于合同指标。
1.1 改造前状况
改造前产能2500~2 800t/d,于2010年9月建成投产,2013年曾遭遇自然灾害,2014年7月完成灾后重建。
烧成系统生产线配套Ф4m×60m回转窑、单系列五级旋风预热器带CDC在线分解炉、第三代改进型推动篦式冷却机,篦冷机篦床有效面积68.2m2,两段篦床液压驱动,尾部锤式破碎机。原风机配置见表1。
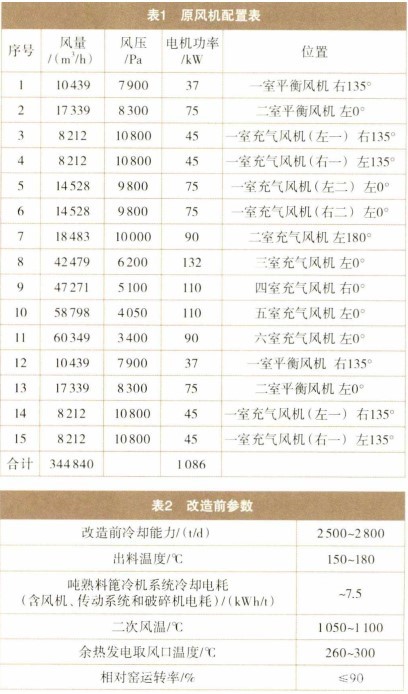
改造前大产量时,篦冷机负荷重,“红河”现象严重,出口熟料温度高,风机数量多、总功率大,篦冷机维修率高,生产线人员比较辛苦,改造前篦冷机主要参数如表2。
1.2 改造内容
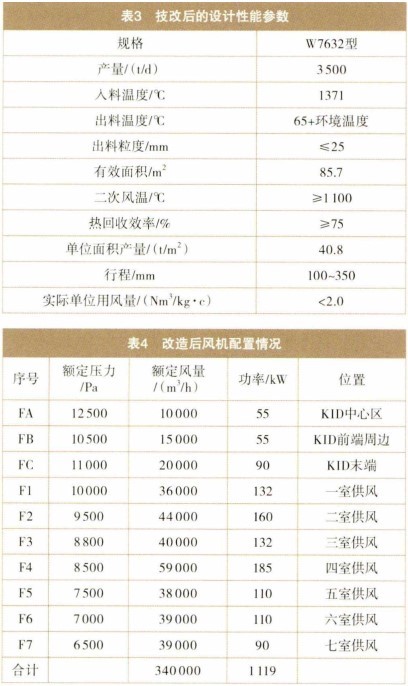
将原三代篦冷机整体拆除,附属的液压站、锤式破碎机、冷却风机、电气柜等全部拆除,换成全新的第四代WHKC步进式高效冷却机,破碎机采用尾部辊式破碎机:篦床有效宽度从原来的3 200mm增加到3 654mm,篦床面积变为85.7m2。冷却风机采用全新的变频风机,技改后的主要设计参数和风机参数如表3和表4。
(1)WKID进口分料系统
1) 使出窑高温熟料快速冷却,提高了熟料的强度易磨性;
2) 永久固定熟料层保护篦床,提高设备运转率;
3) 中心区独立供风,其它区域流量控制阀供风,提高热回收;
4) 平面篦床减少熟料离析影响,熟料分布均匀;
5) 高强度设计,能承受“大球”的冲击。
(2)高效输送系统
WHEC型步进式高效冷却机的篦床部分由若干条平行的熟料输送列向单元组成,输送列向单元称为输送道 (简称道)。其运动方式为:首先各道一起同时向熟料输送方向移动(冲程向前),然后各道单独或交替地进行反向移动(冲程向后)。
(3)高的热回收效率
冷却机每个道的移动速度均可调节,每个道上设置若干个供风单元,每个供风单元进风量通过空气调节阀单独控制。如此,篦床风量得到了有效的调节,提高了 二、三次风温和热回收效率,保证了熟料的冷却效果,避免了 “红河”现象的生成。另外,单位风量比第三代冷却机低10%~20%,减少了余风收尘量,收尘器的处理量减少,从而降低了除尘设备投资。
(4)无漏料,低净空
由于输送道的输送高效率,冷却机被水平布置,这就允许有低的建筑高度要求。输送道为无漏料,在冷却机侧部以及相邻的两个输送道间由于采取特殊的密封 没有熟料漏入风室,因此,冷却机下方的料斗和输送装置可以省去,这就有效降低了冷却机对建筑空间的高度要求。
(5)高可靠性,低磨损,低运行费用
高可靠性:相对窑的运转率100%,有智能应急处理模式(一个道故障,其余可继续工作,不影响生产);低磨损:每个输送道都配备有充气单元,每个充气单元上 有熟料填充盒,通过填充熟料可以保护充气单元避免 磨损篦板使用寿命大于5年,维修费用仅仅是第三代的 15%~20%。
(6)驱动系统
第四代步进式高效冷却机采用液压驱动,每个液压缸驱动一个输送道,各道行程可调,输送效率高,达产后的推动次数每分钟约4~5次,可以完全消除“红河”现象。
(7)智能控制系统
各个道的运动次序和不同的冲程长度组合而成不同的工作模式,选择工作模式后由IMCC(INT Motion control center)智能控制中心来控制,操作简便。图1是液压系统控制界面。
图1 液压系统控制界面
(8)尾部熟料辊式破碎机
1) 电耗低;
2) 振动小、无扬尘;
3) 磨损小、工作寿命长;
4) 出料粒度控制均匀,有利于熟料的冷却;
5) 破碎能力强;
6) 辊子具有自动过载保护功能及不同模式的破碎组合。
3.1 第四代WHEC步进式高效冷却机效果理论评价方法
第四代WHEC步进式高效冷却机分成间定篦床(WMD进口分料系统)和活动篦床,活动篦床包含高温段篦床、中温段篦床和低温段篦床,高温熟料在回转窑内烧结,从窑口卸出进入篦冷机固定篦床:熟料进入固定于余热发电及烘煤粉。
目前,通用的篦冷机考核指标主要包括冷却能力、出篦冷机熟料温度、吨熟料篦冷机系统冷却电耗(含风机、传动系统及破碎机电耗)、二三次风温、余热发电取风口温度、相对窑运转率等几个方面,从目前的理论评价出发能够很客观评价篦冷机的工作性能。
3.2 改造后实际运行效果
(1)冷却能力增加,提高了厂里的经济效益。
(2) 水泥熟料温度降低,有利于提高水泥粉磨系统的效率和产量。
(3) 吨熟料电耗降低,节约了能源。
(4) 二次风温提高,热回收效率高,有利于熟料烧结,节约燃煤。
(5) 余热发电温度增高,说明热回收效率高,节约了电能。
(6) 窑运转率提高,降低了停窑维护成本,减轻了工人劳动强度,熟料产量提高,增加了经济效益。
(7) 改造前后具体参数对比如表5。
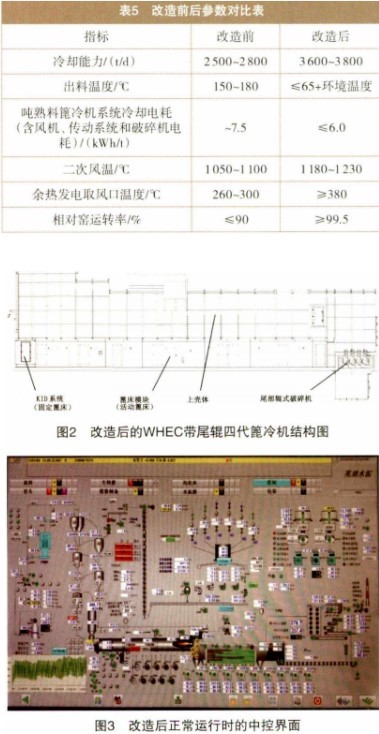
图2为改造后的WHEC带尾辊四代篦冷机结构图,图3为改造后正常运行时的中控界面。
经过一年多的实际运行情况表明,带辊式破碎机的第四代WHEC步进式高效冷却机运行稳定、无故障,冷却效果好,不漏料。相比第三代篦冷机具有明显优势,大大降低了篦冷机的运行维护成本,运行至今未发生因篦冷机造成的停窑事故,易损件使用寿命长,维护费用显著减少,篦冷机车间清洁,符合国家不断提高的安全、环保要求。
篦冷机改造后,四川某水泥公司不断优化操作流程,提升管理水平,使设备性能得到了有效发挥,同时优化了预热器,窑系统产量稳定在3600t/d以上,各项运行指标逐渐达到最佳状态。
作者:田艺
来源:《合肥水泥研究设计院有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号