技术 | LBT4.2 m x 34 m篦冷机的第二次改造
某公司三线设计为5000 t/d熟料生产线,于2008年12月投产。熟料冷却工序配置LBT4.2mx34m第三代篦冷机。
LBT4.2m×34m篦冷机,曾于2014年初,由原总包商改造过一次。改造后,从斜拉链机斗内测量熟料温度达200℃,从入水泥磨皮带上测量熟料温度达180℃;篦床两侧“红河”现象严重,细料侧 边部活动篦板与护板、浇注料小墙磨损快;熟料库下皮带烧损严重、3个月就得更换皮带;入AQC炉气体温度基本在350℃左右,吨熟料发电量30kWh。
生产管理者最喜欢高效低维修成本的篦冷机LBT4.2×34m篦冷机第一次改造未能达到“改造目 标”,没有实现高效低维护成本的目的,篦冷机成 了整个生产线的“运转瓶颈”与“提产瓶颈”, 2016年初,公司决定对LBT4.2m×34m篦冷机进行再次改造。本文就该冷却机的第二次改造方法与效果进行总结。
1 LBT4.2mx34m篦冷机第二次改造的具体措施
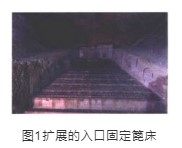
1.1 入口固定篦床结构改造
原LBT4.2m×34m篦冷机人口固定篦床为连续5根固定梁;一室有4根固定梁和4根活动梁,固定梁直接供风,活动梁风室供风。
本次改造拆除原有横梁10根,在其位置安装 “大型脉冲喷吹”固定篦床,扩大人口固定篦床面积,增加其通风量,提高熟料急冷效果。改造后结构见图1。
固定篦床加长后,为了防止浇注料上“堆雪人”,将空气炮增加到11台,根据我们平常熟知的堵料位置,精确定位炮嘴位置。空气炮分为3组, 由PLC与触摸屏控制。
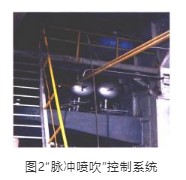
为了防止篦板上“堆雪人”,我们配置了 “脉冲喷吹”控制系统(见图2):由19组DMF- Z-50S/G2直角式电磁脉冲阀、单向阀、两个卧式 储气罐、PLC与触摸屏控制系统等组成。固定篦床长度3451 mm,运行已经3年多,从未出现“堆雪 人”现象。
1.2 “锁风”改造
本次改造,重点加强了“锁风”改造,采取了两项主要措施。
(1)灰斗下部电动弧形阀向下漏风的治理: 拆除原篦下14个灰斗电动弧形阀,改为暗杆刀型闸板阀,呈上下双层布置,中间夹有一个盛料箱,见图3;配置PLC与触摸屏电控柜,每次只放掉盛料箱中的粉料。

(2)风室之间窜风的有效治理:在风室之间隔墙板上,前边安装压实厚度为10mm不锈钢金属微丝毛刷;后边安装PTFE与弹簧组合的三维浮动密封,对风室之间进行了有效“隔离”。见图4

1.3 “配风”改造
篦冷机改造的核心是“配风”,将不同的风量、风压,送到不同的区域,实现细化供气单元。 原篦冷机配17台风机,经过“逐台逐区域”风载密度与静压审核,重新调整配风,使之风量、静压分别与系统特性相匹配。
(1)取消固定篦床110kW、132kW前向风机各一台,一室160kW前向风机一台,二室160kW 前向风机一台,一室充气梁90 kW前向风机两台。
(2)改造后,固定篦床使用2台185kW风机后向风机,一室90kW后向风机一台,二室132kW后向风机一台,一室充气梁75kW后向风机两台。
(3)改造前后风机装机功率没有增减,仍为第一次改造之后的装机功率2148kW。
(4)为降低投资,本次改造只更换3台新风机;7台保留传动组,更换机头(六大件:叶轮、机壳、入口集流器、人口卧式消音器、入口调节门、出口软连接)。
(5)所有新风机或机头,均为后向高效风机,不仅降低投资,同步取消了10台前向风机,提高了风机效率。 (6)现场改造其余7台风机,提高做功能力。
1.4 篦床结构改造
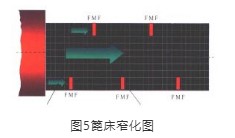
本次改造,适当窄化了篦床宽度,见图5。 为节省投资,用旧篦板现场改成“阻流篦板(桥板)”,实现“全程窄化”,降低了两侧熟料移动速度,提高了两侧熟料在篦床上的停留时间,有效地控制了“红河”。
本次改造,改变了入口固定篦床三面浇注料形状,见图6。粗细熟料颗粒在此得到“混合均化”,之后同时向下游流动,即入口有“熟料流动优化器”(CFO=Clinker Flow Optimizer)的作用; 抑制“离析”可以有效减少“红河”。

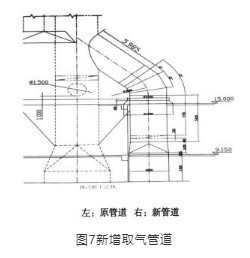
1.6 再开AQC取气口
本次改造,新增一个有效内径3.0m的AQC炉取气管道,与原取气管道中心距离5.8m,安装DN3.2m高温阀门,新旧管道阀门并联调节,见图7。
2 第二次改造效果
LBT4.2m×34m篦冷机经过第二次改造后,取得了如下效果:
(1)熟料产量由5900t/d提高到6000t/d, 出篦冷机熟料温度由改造前的200℃降至120℃以 下;
(2)AQC炉入口温度提高到450℃以上,吨熟料发电量由改造前的30kWh提高到35kWh;
(3)入口不再“堆雪人”;篦床两侧基本无 “红河”;
(4)二次风温度由改造前的1050℃提高到1150 ℃以上;三次风温度由改造前的830℃提高到890℃以上,吨熟料降低标煤耗近3kg;
(5)熟料库下三条皮带寿命由改造前的3个月增加到2年以上;入磨皮带寿命由改造前的6个月增加到3年以上;年节省更换皮带及维修费用80余万元:
(6)熟料小磨粉磨时间降低约30S,P·042.5水泥电耗下降1kWh。
3 结束语
LBT4.2m×34m篦冷机第一次改造未能实现高效低维护成本的目标。再次改造中,改变了入口固定篦床结构;对灰斗下部电动弧形阀向下漏风的现象进行了治理;安装PTFE与弹簧组合的三维浮动密封防止风室之间窜风;重新“配风”,将不同的风量、风压,送到不同的区域;窄化了篦床宽度; 改变了人口固定篦床三面浇注料形状;新增一个有效内径3.0m的AQC炉取气管道。
改造后,出篦冷机熟料温度降低80℃;吨熟料发电量提高5kwh; 入口不再“堆雪人”;篦床两侧基本无“红河”; 二次风温度提高到1150℃以上;P·042.5水泥电耗下降1kwh。实践证明,第二次改造方案合理, 技术思路正确,收效显著。
来源:《都江堰拉法基水泥有限公司》
作者:杨建朝
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号