技术 | 水泥粉磨辊压机关键环节智能化控制
在水泥联合粉磨系统运行时,一旦石灰石、石膏、混 合材等原料粒度控制不到位,就会造成辊压机喂料不稳定,挤压辊两侧辊缝偏差大,导致整个设备震动大,故障率增加,制约了整个系统的产能及效率发挥。如何提高设备的适应性,而且根据工况自动调节,是迫切需要解决的问题,此时对辊压机智能化应用就应运而生,具体的改进方案如下。
1 挤压辊自动纠偏系统
对于辊压机设备,影响效率的主要因素就是在物料 破碎时,辊轴两侧辊缝的波动,会直接影响到设备破碎物料的效果,导致设备工作效率下降。以往在遇到两侧辊缝不平衡时,只能通知操作人员前往现场人工调节物料流向,调节时间长,速度慢,而且容易造成设备停机,对于物料性能不太好的企业,如果频繁的停机,不仅仅对设备损害较大,而且极大地影响了生产效率。
针对这一问题的优化方案是,结合辊缝波动位移检 测反馈的信号,通过在液压系统中增加快速加压、慢速卸荷等自动化控制手段,即辊缝偏大的一侧,控制液压泵启动,快速加压,提高工作压力,将大块物料快速破碎,恢复两侧辊缝平衡;如果通过快速加压,不能恢复两侧辊缝平衡,则另一侧通过控制慢速卸荷电磁阀,降低压力,以增大辊缝,保证两侧辊缝恢复平衡,从而实现设备在运行中,能够根据当前辊缝波动的趋势,自动快速调节辊缝。
2 进料装置系统优化
早期辊压机进料装置采用的是手轮丝杆调节式,在 遇到异常工况时,通过手动现场调整喂料量,达不到及时 调节的作用,而且人工劳动强度非常大,不能满足客户的使用需求。
为解决这一问题,远程操作控制的喂料装置应运而 生。该装置主要由一组气动双层棒条阀和电液动进料装置共同组成,气动双层棒条阀通过4组或6组气缸控制(根据辊压机大小进行匹配),实现快速开启或关闭辊压机喂料通道。电液动进料装置主要由2组或4组电液动推杆 (根据辊压机大小进行匹配)控制辊压机进料阀板的开启或关闭。该喂料系统被独立于辊压机设备以外的PLC进行控制,同时操作控制终端设在DCS控制室,可由操作人员实现电液动进料装置的任意开度控制,从而实现设备的精细化喂料操作,同时免除了设备现场的人工操作需求,大大降低了人工劳动强度。
3 设备重要部件在线智能监控
对于辊压机来说,轴承、减速机及电机等重要部件 的运行质量,直接影响到辊压机稳定性、可靠性。因此, 对这些部件进行监控、故障诊断及预防是非常重要的。但是实际情况是多数客户的专业技术人员的水平有限,很难提前发现这些部件出现问题,无法提前做好检修准备,等到故障发生时被迫停机检修,不仅仅造成设备备件保供的困难,而且会给客户的生产造成较大的损失。如图1所示,未及时发现行星轮轴承出现故障,在轴承带病运行一段时间后,因轴承滚动体脱落进入行星机构中,造成大齿圈碎裂,导致减速机报废,被迫临时停产等待更换新的减速机,对生产造成较大损失。

为解决上述问题,我们在设备的重要部件中,如主 轴承、减速机、主电机关键零部件上,增加了不同型号 (根据震动频率确定)的振动传感器,通过采集现场设备运行时轴承、齿轮等产生的振动信号,经过电脑计算分析,生成振动包络频谱,与正常运行状态下的频谱进行对比分析,见图2,从而判断出零部件是否正常,并且可以在出现问题的早期阶段,发出警报,告知部件失效的时间,可提前准备检修工作,减少突发故障给企业造成的损失。

4 智能化效果
上述各项智能化项目已摩海螺水泥工厂推广应用,取得了显著的效果,具体如下。
4.1 挤压辊自动纠偏系统
通过对现场设备运行时的辊缝位移监测,可以查看当前设备运行时辊缝波动趋势及位移大小,通过辊缝运行趋势的对比,可以明显看出,有纠偏控制的设备,其左右两侧辊缝波动趋势相对一致,能够保证辊缝相对稳定,提高设备对破碎物料的效率。辊缝运行趋势的对比见图3。

4.2 进料装置优化系统
通过对现场设备的改造,将原来现场手动控制的进 料方式,改变成DCS中控集中控制,有效地提高设备运行效率,见图4。

4.3 设备重要部件在线智能监控
下面是海螺某水泥厂应用案例:在减速机水平、垂直方向安装振动传感器,见图5。辊压机减速机测点布置见图6。监测数据频谱见图7。
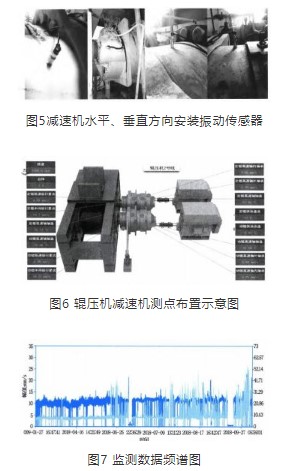
远程在线监测系统于2018年5月份时,检测到高速轴轴承异常振动,发出警报信息,技术人员在对频谱进行分析后,及时通知减速机出现的异常,提前做好了各项检修准备工作,并在2018年1明实施计划检修,更换了相关轴承零件。
通过在线监控系统的及时报警,组织了计划性检修, 有效地避免了减速机突发性故障对生产造成的重大影响。检修后监测数据频谱图见图8。

5 智能化发展趋势
目前,设备运行的自动化程度越来越高,人的劳动强度也逐步下降,但是设备始终脱离不开人的远程操作及调节,这也造成了同样的设备,由不同的人员去操作,产能发挥的差异性很大,主要是每个操作人员的操作习惯不同造成的。
如何让这种差异性减小甚至消失,即让设备运行脱 离人为操作因素的影响,就是辊压机智能化需要解决的主要问题。
如果能够让设备实现自动操作,根据工况实时自动 调节,那么就可以极大程度地摆脱人为操作因素的影响。为此,需要将设备运行时的压力、辊缝、电流波动,与粉磨系统的一系列影响水泥产能、成品质量和设备稳定运行等参数进行数据汇总及分析,与不同工况下的最佳匹配参数进行比对,从而建立数学计算模型,找出最佳匹配规律,最终实现在设备运行时,采用各信号采集器,将以上所需的参数进行收集并分析,由电脑程序自动根据参数变化,通过各种执行器调节相对应的设备或部件的工作状态,实现辊压机设备的智能化运行,并形成专家控制系统,最终降低或消除人为操作因素造成的影响。
6 结束语
辊压机是联合粉磨系统提高产量和降低电耗的核心设备,只有辊压机运行稳定,能效充分发挥,才能够提高粉磨系统的产量,降低粉磨系统电耗。随着对粉磨系统运行稳定性和智能化要求的逐步提高,辊压机设备智能化是发展的必然趋势,同时只有将智能化的辊压机设备与粉磨系统进行匹配融合,才能够更进一步地体现联合粉磨粉磨系统的优越性,企业的经济效益才能得到充分的发辉。
来源:《中国建材湖州煤山南方水泥技术部》
作者:徐明
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号