技术 | 浅析窑筒体产生裂缝的原因及解决方法
为了降低能耗,该厂对5号窑实施了一系列改造方案,其中与本文事故分析有关的两项是:将窑的最高转速提至4.0r/min(改造前最高转速3.1r/min);将窑头缩口筒体3.5 m长改为直筒,便于砌砖。
5号窑改造工程于2013年4月21日开始至8月20日结束,8月31日投料试生产成功,至2014年10月已平稳运行一年多。但2014年10月中旬开始,5号窑筒体32m变径往窑尾方向20 mm处筒体断断续续出现高温约有半个月,最高点峰值达460 ℃,中控操作员及现场巡检人员均加强监控。10月26日15:48分,巡检工人发现窑内粉料从筒体裂缝处漏出来。立即停窑处理,避免事故发生。
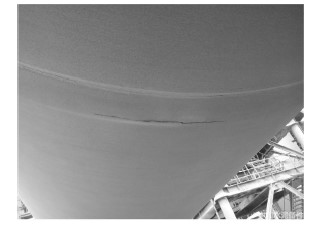
从窑筒体外观看径向裂开一条长600mm~700mm裂缝,冷窑后,到窑内检查耐火砖情况,窑内耐火砖向窑头方向发生位移,在窑筒体变径处约32m整圈都有不同程度缝隙,窑内砖缝为径向长(周长)约800mm,轴向砖缝隙宽60mm,见图1、图2。

二
现场观察后,该公司认为,窑筒体产生裂缝的起因在于砖缝的产生。
2.2 筒体裂缝
砖缝形成于何时,不得而知。当砖缝形成后,粉料在砖缝内随窑旋转来回冲刷筒体,砖缝所对应的筒体长期处于较高温度下,在窑旋转产生的扭力及剪切力的作用下,出现裂缝。

图3 焊接完毕增加加强筋修复后的窑筒体表面
(2)在大修时,在窑内原基础上多增设一或二道挡砖圈(烧成带保持10m~20m不设挡砖圈),减少耐火砖往窑头方向位移,并在砌筑新砖时,在每道挡砖圈空鼓位置填充耐火泥与耐火纤维棉并压实,杜绝物料再进入空鼓,避免窑内砖缝产生,物料进入冲刷而磨穿筒体。所焊挡砖圈必须在同一圆心上,不得歪斜。
(3)加强对员工耐火材料施工通用规程的系统培训,提高员工在耐火材料施工过程中的质量监管能力。每次大中修更换耐火材料时必须指定专人进行施工过程质量跟踪,并做质量跟踪记录,特别是隐蔽工程必须详实填写,以备日后查询及作为责任人的处罚依据,促使质量监督人员提高工作责任心。
(4)窑更换耐火材料时,必须对挡砖圈及筒体的焊缝和磨损严重的轮带垫板厚度实施检测,排除隐患。
(5)在大修时,须检查与检测轮带与垫板间隙和磨损量,发现间隙超过允许值时,必须更换垫板或在垫板下加垫薄铁板,使轮带与垫板间隙达到设计要求。
作者:李光文 马考红
来源:《福建水泥股份有限公司炼石水泥厂》
中国水泥备件网微信公众号(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号