技术 | 关于一种类似莱歇磨的液压系统的认识与调试、常见故障分析及解决办法 原创
引言
在日常的立磨行业的维营工作中,经常因为诸多原因,立磨现场的维护及管理人员对液压系统认识不足、遇故障分析不清楚、跟液压厂家联系时候描述不清楚。由此造成无法即时解决液压系统的故障问题,耽误生产进而造成巨大的、不必要的经济损失。本文以我多年的立磨实际现场安调和故障排除经验,拟对下图进行简单的分析和总结,真诚的希望能对相关立磨行业的从业人员,起到一定的实际参考作用和借鉴价值。
立磨液压系统由液压站和管道、液压油缸组成。如图1所示。
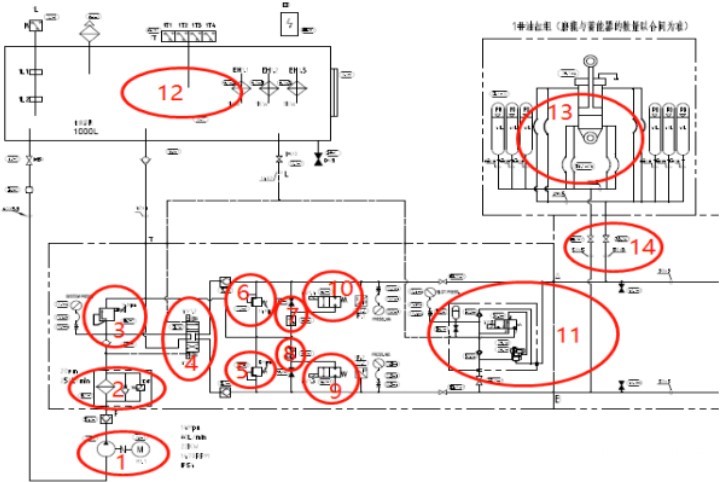
图1 立磨液压系统
其中标注12部分为油箱、标注2、3、4、5、6、7、8、9、10、11 部分为液压油站上的阀台及阀组、标注1为泵组;标注14为液压管道高压球阀部分;标注13油缸及蓄能器组。
各自的功能为:
油箱:为整个液压系统及油缸、蓄能器组提供液压油;
泵组:为整个液压系统提供压力和过滤粗颗粒物的作用;
阀台:通过控制液压油的进出方向来驱动油缸加压还是抬辊工作压力;
油缸:提供给磨辊研磨压力或者磨辊抬升力;
蓄能器组:在本系统里面为减震为主要功能;
管道:为连接液压站和油缸的工作通道;
快抬阀组:其上的蓄能器为储能为主要功能、其次是对插装阀减震作用。
该系统在很多立磨中大量使用,用来给磨辊的驱动油缸增加研磨压力和抬棍提供升力作用。液压油的方向主要由电液换向阀和电磁阀、溢流阀来控制。详细见图2。
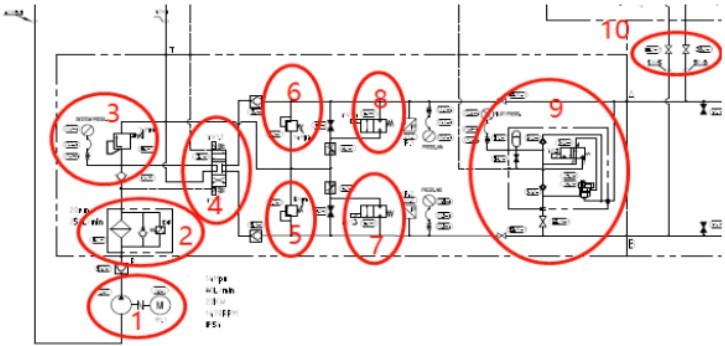
图2
各自名称为:1、泵组;2、高压过滤器、3、系统溢流阀、4、电磁换向阀(M型阀)、5和6为溢流阀、7和8为电磁换向阀、9、快抬阀组、10、机架上下腔高压球阀。
功能描述:
1泵组由电机和油泵组成。它提供液压系统工作需要的压力;
2高压过滤器,为工作液压油提供一个粗略的功率,防止加大的颗粒物进入阀台,卡塞液压阀;
3系统溢流阀,又叫系统安全阀。保护油泵最高输出压力在可设定的压力之内。确保电机和泵的功耗在额定范围内。
4电液换向阀。由电磁先导阀YV1和YV2、电液换向阀组成。它提供液压油换向功能。控制液压油工作方向。其中电液换向阀为H型阀(也有M型)。
5和6油缸上腔和下腔的最高工作压力控制阀。也叫安全阀或者溢流阀。保证油缸的最大研磨压力和抬辊压力在预 定范围之内。
7和8上腔和下腔的压力调整阀(无泄电磁球阀2位四通阀)。具体7为上腔压力高于溢流阀设定值后,泄压到规定范围后电磁铁失电,阀自动关闭。以此达到系统在整个时间周期压力周期性的相对平稳。
8为下腔电磁球阀。当下腔压力高于设定值后,电磁阀打开泄压。确保下腔压力在可控范围之内。当抬辊的时候,上腔压力阀泄压,下腔压力阀保压,以保证磨辊平稳提升到上限位置。
9快抬阀组:在磨机震动增大,点击快抬功能能瞬间给磨机磨盘盘降低研磨压力,达到磨机震动降低、磨机平稳的作用;其次抬棍的时候,一般融合进正常抬棍功能里面混合使用。上下腔压力瞬间导通,压力平衡。通过油泵持续保持给下腔增压、油缸活塞杆的上下面积差(下腔面积>上腔面积的2.5倍)的作用下,磨辊自动失去对磨盘的压力,处于提升中。在油泵作用下,磨辊提升速度继续保持,直到提升到高限位,电子限位接近开关得电后,油泵停止运行。此过程能减少磨辊抬升到高限位的时间。据此,也有称9号阀组为“差动阀组” 的说法。
10机架下面进出上下腔的高压球阀。该球阀的设置是为了判断该油缸的保压情况判定。
调试前需要仔细分析液压系统基本原理。电液换向阀采取的是哪种形式的阀。本系统采用的是H型三位四通阀(中间位置是为P、T、A、B互相通的)。
采用该种阀的目的是为了泵自卸荷、A、B 出口可以通 T 口卸货;如果电液换向阀不得电、不换向,无法调节系统压力。不熟悉的用户经常习惯性认为泵坏了,或电液换向阀有问题)。
3.1 系统安全阀/溢流阀压力调节
需要松开5和6阀的锁紧螺母,拧进溢流阀阀杆直到明显感觉拧紧的状态位置。松开3的锁紧螺母和溢流阀安全阀阀杆。打开油泵进口的蝶阀,确保有液压油进入油泵(防止泵研磨损坏)。
电磁阀YV1或者YV2得电(具体可以做一个落辊加压连锁指令或者机旁控制柜单独按YV1或者YV2得电)。详细看电气逻辑图上所述来参考。逐步旋紧3系统溢流阀阀杆,达到设定压力,比如图纸规定的额定值14MPa(根据实际需要设定)。
例如:工作需要12MPa 以内,那么设定值为 13MPa 比较适中,最大设定不能超过额定值14MPa。此时停泵,再次启泵,点击落辊加压指令,确认压力是否跟先前的一致。如果一致,认为系统压力设定好,锁紧锁紧螺母即可。
3.2 上腔压力调节
有两种办法可以调节:
1、松开上腔溢流阀锁紧螺母、松开溢流阀阀杆。开启同样做一个落辊加压指令(YV2 得电),逐渐拧紧溢流阀阀杆,到需要的压力值。比如实际需要研磨压力为 11.5MPa,那么压力可以设定比系统压力值低一点,比实际需要高一点例如 12MPa 或者 12.5MPa都可以。停泵后,再次重复一次上述动作,确认压力是否跟第一次设定的一样。如果两次的值一样,认为设定好,旋紧锁紧螺母即可。
2、启泵后,直接给落辊加压指令,缓慢松开溢流阀阀杆,直到需要的压力值,例如 12.5MPa 为止。停泵后,再次给落辊加压指令,后启动油泵进行跟前面一样的压力确认,无误后旋紧锁紧螺母。
如果上述两种办法,在重新启泵后,压力不一致。需要重新旋紧或者调节溢流阀阀杆,直到需要的压力位置为止。
原则:①、系统压力≥加载压力的 1MPa 为宜;②、系统压力≤图纸要求的额定压力 1MPa 为宜;③、严禁油泵无进油空转吸空研磨。风险:可能研磨损坏油泵或者堵转电机绕组过热击穿;④、严禁系统溢流阀未拧松状态启泵。风险:泵憋坏或者电机可能因为超负荷过热击穿毁损。
3.3 下腔压力调节
与上腔类似。也有两种调节办法。不过抬棍压力,一般根据图纸上所标注为准。大多设定为 5-8MPa。压力设定不宜过高,防止挤坏磨机机架上面的机械限位。
3.4 快抬阀组氮气压力设定
一般冲入氮气的压力为研磨用的工作压力的 65~75%左右即可。例如:实际研磨压力为≤12MPa。那么充快抬阀组氮气囊的氮气压力为:7.8~9MPa 左右为宜。视实际需要研磨压力来计算后充氮气。
本液压系统常见故障有电气的问题和液压问题,需要先确认。一般分为电气的问题和液压的问题。有时候也可能两方面都有问题。逐一确认后判断分析。
4.1 电气问题
比如电磁阀的得失电是否正常,电压是否正常等。中控给的电流信号(4~20mA)是否跟压力变送器的量程匹配一致等。可以通过外用表测量确认。另外压力变送器和实际给定的误差值是否在可接受范围内。电气上或者电工校对消除等办法。另外电机得电是否正常,转向方向的确认等。压力变送器不准或者不给定中控信号,可能存在补压迟缓或者持续补压问题。需要视情况逐一检查分析、排除故障。
4.2 液压问题
一般分为:落辊问题和抬辊问题。逐一分析如下:
1)抬辊问题。包括磨辊抬不上去。包括系统不上压和上腔压力卸不掉,抬不起来的情况。
①系统不上压,需要看看系统溢流阀 3 号和电液换向阀 4 和下腔溢流阀 5 有无问题。比如阀芯卡塞不换向和不关闭或者阀芯因为研磨后,间歇变大不保压。需要逐一确认。系统压力确认,还是关闭 5 和 6 溢流阀,看看压力是否正常既可确认 3 号阀工作是否正常。5 号阀可以通过不保压,可以关闭它回路上的板式截止阀来判断。如果关闭后压力不掉,说明 5 号阀有泄漏问题。
②上腔压力卸不掉。需要看看与 6 号配对的板式截止阀是否关闭,6 号阀是否保压。回油上的单向阀是否关闭完好可以逐一拆卸查看,没问题后会装。重新调整压力后再试。
③抬棍不保压。可以试听一下声音。站内是否有液压油高速流过阀组上的溢流阀的哧哧摩擦声音。如果有则为站内存在泄压。没有任何声音,但是压力降低速度快,可能存在油缸有内漏的可能性。需要判断后逐一排查、分析和做出判断,再排除故障。
2)落辊问题:包括落辊不上压和上压落不下去的情况。落辊指令给出后系统不上压,需要检查 7 号上腔泄压阀 YV4 是否关闭严实。拆卸后检查阀芯。如果阀芯完好,那就判断 4 号系统换向阀和 3 号系统溢流阀。拆卸后清洗,再设定压力后继续试验。上压后,压力不持续上涨,无法背压缓慢落辊。可以试自由落辊。让磨辊落在磨盘上后,检测是 4 号阀换向不好还是 7 号阀保压不好。逐一检查判断。
3)油缸两腔的压力都增加的问题:可能为 4 号电液换向阀卡塞,阀芯在中位得电不换向动作,油缸上下腔都处于增压状态,表现为油缸的两腔压力都增加。油站的压力表指针都在往大的方向走表指示。油泵运行噪音偏高,经常有嗡嗡的声音且比较闷。两腔的压力上升的速度快慢和高低,两腔都有可能发生。
其次也可能为油缸有“串腔”内漏的问题。需要抬辊到高位后,关闭机架下面的油缸的两腔的管道上的球阀,做好初始位置记号,半小时以后再逐一检测。看谁掉的最快。那么可能它的氮气囊有破损或者油缸有内漏可能。逐一检查后,进行确认。再采取措施排除故障。
4)油泵问题:油泵运行时间长了,存在逐步磨损耗后老化,到了自然寿命。表现为声音变得比以前低且抬棍和落辊速度慢了。这是由于油泵的出油率低的原因造成的。泵的发热和别的方面都未见异常。一般需要更换新泵处理。
5)保压不好的问题。包括站内不保压、站外不保压。其中站内不保压,常见的为上下腔安全阀不保压、YV3 和 YV4 调压阀不保压造成上下腔各自压力不稳定;快抬阀组的 YV5 阀不保压,造成上腔不保压。站外不保压为油缸有内漏的情况。
4.3 液压油的问题
本问题是日常维护中,最容易忽略的问题。也是目前我国液压系统维护中最不重视的问题。具体分为以下:
1)新油加入:正常国家的液压油的出厂清洁度都比较低(一般为NAS1638 等级为 11.5-12.5 级),无法满足一般要求的 9 级,因此,即使新油也需要使用 5 或 10 微米以内的滤芯过滤后加入油箱为宜。
2)老油的抽检油样化验清洁度(颗粒物度和含水量)。建议制定定期送检制度和措施,确保液压油清洁度在国家标准或者 NAS1638 规定范围内。
立磨液压系统为营单位应该定期送检相关部门(比如质监局或者油品化验所等专业检测机构)进行清洁度检测,对自己的液压系统的液压油的清洁度进行自我把控。
如果检测后的指标不合格的话,要么换新油,过滤进油箱;要么使用带有高真空泵的高真空滤油机进行彻底的净化过滤处理后,再重新使用。
作者:张飞翔
来源:《张飞翔》
微信公众号:备件网(关注查询更多资讯)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号