技术丨水泥库死库原因分析及对策
引言
水泥库普遍存在一些令人头疼的问题,诸如水泥结块、下料不畅、严重者堵塞通道,影响均化效果,最讨厌的就是死库问题。某公司XL工厂,在水泥库清库后,对库内充气斜槽、减压锥、均压管重新设计和安装,并在减压锥进料口增加了空气炮。技改后,水泥库卸空率提高,均化效果提高,取得了较好的技改效果。本文对本次技改进行总结,以供参考。
XL工厂Ф15 m水泥库内部结构如图1,技改前运行状态如下:
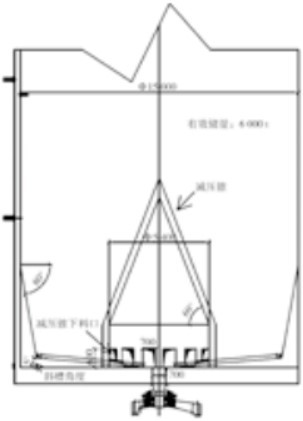
图1 技改前水泥库内部结构简图
(1)水泥库清库并更换斜槽帆布后,投入使用之初减压锥各个进料口就开始堵塞,进料不均匀,卸空率逐步变低。
(2)运行约3个月后,减压锥大部分进料口堵塞,只有一到两个可以进料,卸空率降低,库内2 500 t水泥无法放出,变成死料区。
(3)运行半年,减压锥内时常无料,把压缩气通入罗茨风机气管进行强吹处理,可以继续下料。
(4)斜槽帆布损坏后,库内死料更多,只能勉强维持运行。
(5)部分水泥库时常堵塞而无法正常发运水泥,也有个别库已经不下料,变成死库。
2.1 水泥的水分偏高
(1)XL工厂地处四川南部,雨水丰沛,各种混合材水分较高,见表1。
(2)该地区无天然石膏,企业所用石膏均为脱硫石膏(含水16.8%)和磷石膏(含水15.8%),结晶水脱出温度很低。在烘干炉内,保持温度80 ℃,烘干2 h,脱硫石膏脱水40%。在库内,脱除的水分会造成水泥结块。
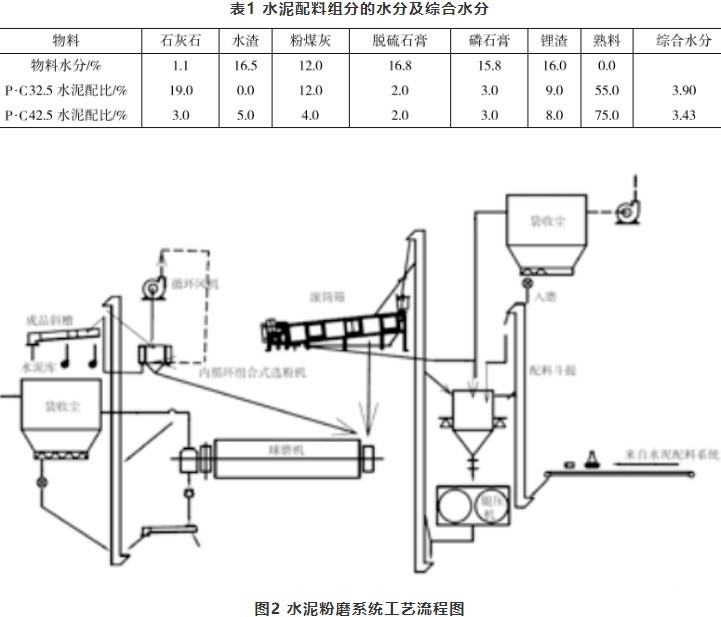
(3)XL工厂水泥粉磨系统工艺条件落后(工艺流程图见图2),系统排水能力(入磨物料水分减去成品水泥水分)弱,主要是因为:辊压机系统的选粉不是V型选粉机,而是滚筒筛机械选粉,外排风很少,水分无法排除;出磨水泥选粉机气流是内循环,无外排风,水分同样无法排除。当入磨物料水分≥3%,入库水泥的水分就会达到1%,会加剧库内水泥结块。
2.2 圆库内部相关功能结构不合理
(1)设计图纸显示库内开式斜槽安装角度是8°,而实地测量发现角度是5°。开式斜槽角度过小,对水泥的输送能力很弱。
(2)检查时发现开式斜槽帆布损坏严重,起不到流化水泥的作用,且漏下的水泥极易堵塞气管,罗茨风机无法正常给开式斜槽供风,库内物料得不到流化,完全靠重力流动。
(3)实际安装的开式斜槽数量远远少于设计数量,仅60%,属于典型的偷工减料,这样造成库内水泥达不到流态化,影响水泥出库。
(4)减压锥的进料孔有效尺寸是700 mm× 400 mm,过小,非常容易堵塞;完全位于库内,一旦堵塞根本无法处理。
(5)减压锥到库顶收尘器无均压管,库底充气罗茨风机给斜槽充气时,所充气体只能通过减压锥进料口排到库内,而进料口始终是淹没在水泥中,导致放料系统处于正压状态。当放料到罐车时,就会冒灰,影响到周围环境,成为企业头疼的冒灰点。
由于原材料无法更改,技改时仅针对圆库内部相关功能不完善、结构不合理等施策。
(1)斜槽帆布容易损坏。原斜槽帆布是普通帆布,即使是用在普通斜槽上,也是两年左右更换一次,无法适用于水泥库内。技改时将斜槽帆布改成10 mm厚的涤纶长丝帆布,可以承受200 kPa的鼓风压力,即使是使用压缩空气,该材质的斜槽帆布也不会损坏。
(2)斜槽安装角度小。斜槽安装角只有5°,对应物料流速1.1 m/s,与设计值相比偏小0.7 m/s,输送能力差。有结块时,水泥无法正常流动,导致不下料。原设计斜槽角度是8°,施工成5°,查阅《新型干法水泥厂工艺设计手册》后,我们将斜槽角度改成12°。
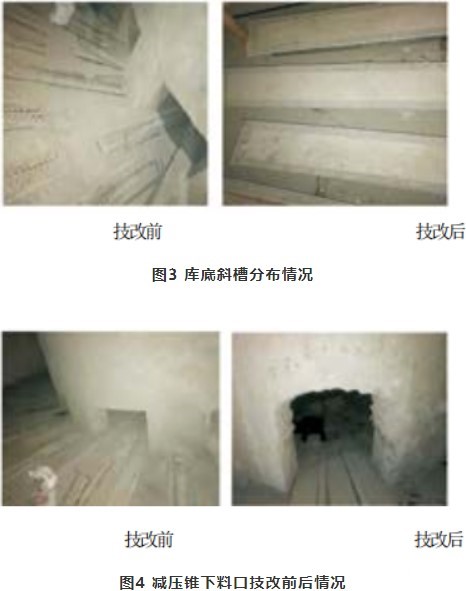
(3)原斜槽覆盖率只有60%,布置稀疏(如图3左),无斜槽区非常容易形成死料区。水分偏重的水泥会以这些死料区为根基,持续聚集,增大,甚至侵占斜槽区域。本次技改将斜槽覆盖率增到80%,斜槽间最大间隙不超过100 mm,如图3右。
(4)原减压锥的进料口宽度700 mm,高度600 mm,厚度400 mm,安装斜槽后有效高度只有400 mm(如图4左),是一个相对狭长的通道,通过量低,一旦有大块或者潮湿物料就非常容易堵塞。
在确认结构安全后,将进料口朝上扩大400 mm,有效高度增至800 mm(如图4右)。改造后,该下料口通过能力增大,甚至不惧怕大块物料或者成团的潮湿物料,可避免物料堵塞导致减压锥内无料现象发生。
(5)该工厂水泥库的结构是非常落后的,水泥通过减压锥进料口进入减压锥空腔内,空腔中心是减压锥下料口。这种结构的库,减压锥进料口距离减压锥下料口水平距离3 m,垂直距离2.1 m,一旦堵塞,没有任何工具能够清理减压锥进料口(见图1)。针对这种情况,工厂从库外布置Ф70 mm的管道到减压锥进料口,一头连接空气炮,一头做成空气炮炮口(见图5右),随时应对减压锥进料口堵塞事故的发生。在某个区域不下料或者下料量少的时候,就开启空气炮不停地轰击进料口,一般只要连续轰1 h,就能将进料口打通。后来改成每天都轰1 h。截止目前,没有出现进料口堵塞的情况,初步判断这种清堵方式是非常有效的。
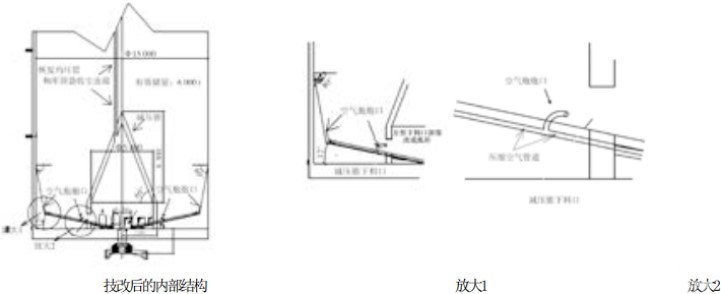
图5 技改后水泥库内部结构简图
(6)清库时,发现大量水泥都是堆积在库壁和库底的转弯处,此处斜槽距离库壁大约800 mm,变成了死料区,水泥逐步堆积造成卸空率降低。针对这个问题,首先在布置斜槽的时候,减小斜槽和库壁的距离,调整为100 mm,堆料风险大大降低。为了更好地预防库壁挂料和堆积物料,在库底和库壁的转弯处安装空气炮炮口(见图5中),同样是定期开启轰击库壁,减少甚至杜绝了物料堆积,提高了卸空率。该库有效库容是6 000 t,现在可以放出5 300 t,只有大约700 t的无效库存,跟技改前2 500 t无效库存相比,降低了很多。
(7)减压锥腔体无排气的均压管,经过现场勘查,确定最佳位置重新制作安装均压管(见图5左)。均压管安装后,减压锥腔体内始终是负压,彻底解决了水泥放散冒灰问题。
(1)实现了分区下料,12个区分成6组,每次一个组下料,而且各个组下料稳定,偶尔出现堵塞,只需要用空气炮轰击一段时间即可。
(2)分区下料后,水泥均化效果变好,出厂水泥稳定性变好。由图6可以看出,在出磨水泥标准偏差维持在1.31时,技改前出库水泥标准偏差1.17,技改后标准偏差0.70,出库水泥稳定性提升很多。
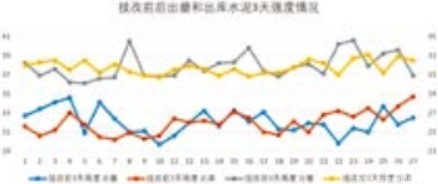
图6 技改前后出磨水泥和出库水泥标准偏差的变化
(3)库内斜槽没有损坏,库底充气罗茨风机电流低,节电效果明显。
(4)新增了均压管,罗茨风机充到减压锥内的气体通过均压管排到收尘器内,减压锥内始终是负压状态,水泥放散到罐车时,无需额外的收尘器,就可以维持系统负压。彻底解决了水泥放散冒灰问题。
(5)由于系统负压稳定,计量转子秤计量非常稳定,装车时间缩短,司机不需要来回过磅。
(6)技改前,两年左右就需要清库一次。根据目前运行情况分析,5年内不需要清库,节约了费用,降低了安全风险。
XL工厂对水泥库内的斜槽和充气管道进行重新设计和施工,增加了库内空气炮炮口,新增了减压锥内均压管,有效地解决了水泥库堵料问题,减少了库内水泥的离析,提高了均匀效果,保证了出厂水泥的均匀和稳定,缩小了死料区,避免了死库事故的发生。值得推广的经验是:在水泥库清库后,不要简单恢复斜槽帆布就进料,而是要针对设计缺陷进行改造。清库花费大,安全风险大,既然已经清库,就应利用机会想办法彻底解决问题。
作者:王祥利,吴勇平
来源:《川渝西南水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号