技术 | 水泥包装系统粉尘治理技术及措施
引言
袋装水泥在灌装、落包、输送、装车过程中产尘点多,难管控,难治理,一直困扰着水泥企业。2017年4月24日国家安全监管总局办公厅发布《关于推动水泥行业淘汰落后产能开展安全生产和职业健康执法专项行动》的通知(安监总厅安健〔2017〕34号),对水泥包装机周围环境提出了更明确的要求。我公司为了实现水泥袋装系统干净整洁,达到职业安全健康有害因素接触限值要求,开展了一系列设备改造、工艺优化及管理创新工作,效果十分显著。本文就公司水泥袋装系统粉尘治理技术及措施进行总结,以资参考。
某公司年产300万t水泥,其中包装水泥100万t,由水泥袋装系统配备的4台回转式8嘴包装机完成。该系统包装机区域粉尘较大,工人作业环境较差,清扫清理工作量大,设备维护及检修工作量大。对插袋包装到装车现场工作地点进行定点采样,粉尘浓度分别为14.5 mg/m3、25.3 mg/m3,严重超标,远远超出职业安全健康有害因素接触限值要求。
水泥包装机旋转作业扬尘大,围挡密闭不严,接包机、正包机敞开无收尘罩,皮带转角溜槽处扬尘以及装车道吸尘罩固定不动风量不足等因素是问题存在的根本原因。
2.1 包装机旋转作业扬尘大
包装机旋转作业扬尘大,与其工作原理和结构分不开。具体表现为:包装机动力头密封不严,漏灰严重;出灰管为折嘴式,包机灌装脱包后,出灰管余灰洒落严重;掉袋机构是传动机械结构,易损件多,需要经常更换备件;出灰斗、叶轮为焊接结构,耐磨性差,长时间运行磨损严重。
2.2 包装机围挡密闭不严
包装机旋转部分总高2.96 m,围挡高度只有1.5 m,且制作简陋,缝隙较大,造成大量漏风,围挡内部不能形成负压,包装机在旋转灌装、落包过程中扬尘大,导致包装机周围区域环境差,见图1。

图1 改造前的半封闭式包装机围挡
2.3 接包机、正包机无收尘罩
水泥包卸落到接包机,传输到正包机上时,水泥包受到冲击,从缝织袋底边泄漏出的水泥因接包机、正包机无收尘罩不能得到收集处理。清包机吸尘罩设计较短(1.5 m),水泥袋从清包机出来后,排气不彻底、清包不干净,致使大量水泥粉尘附着在包装袋上,沿着输送带经过导向溜槽进入卡车,造成沿线及装车码垛无组织扬尘严重,见图2、图3。

2.4 皮带转角溜槽处扬尘较大
原有转角收尘罩不能覆盖溜槽产尘点,外漏风严重,达不到吸尘作用;主皮带机尾部没有清扫装置和集灰装置,造成皮带机运转带料扬尘。
2.5 装车道吸尘罩固定不动
装车道吸尘罩为固定式吸尘罩,不能根据运输车辆大小上下合理调整高度,没有密闭罩配合吸尘罩收集粉尘,造成吸尘罩风量严重不足,致使装车过程粉尘外溢严重;另外,风管水平布置在二层平台,占用空间大,积灰严重,工人清扫工作量大。从图4可知,改造前的固定式收尘系统,风管布满车间。

图4 改造前的固定式收尘系统
3.1 包装机本体改造
(1)改进动力头密封结构。动力头密封压盖改型,在原有密封基础上增加一道盘根密封,防止叶轮高速运转时粉尘窜入动力头内部,造成动力头磨损漏灰。
(2)掉包结构由“折嘴式”气缸控制,改为直连式结构+推包器掉包。由于“折嘴式”气缸控制掉袋过程中会发生出灰嘴回弹现象,出灰嘴回弹时会将灰嘴内的余灰扬出,造成污染。通过改为直连结构+推包器掉包,掉包后出灰嘴不发生回弹现象,出灰管处无余灰掉落,包装袋装满后,通过推包器将袋子平行推出出灰嘴,无冲击力,由以前90度角掉包改为45度角落包,落差减少一半,掉包时漏灰现象得到改善。
(3)将原有胶轮压袋器改为气缸压袋,保证水泥袋在包机旋转过程中不发生脱包。
3.2 重新设计制作包装机围挡
增加围挡高度(从包装机本层地面至上层楼板下沿),围挡上、下部缝隙采用发泡剂和玻璃胶密封,人员插袋位置头顶以上、腰部以下设置可拆卸围挡,减少漏风面积,使包装机围挡内形成负压,避免粉尘外逸,见图5。

图5 改造后的包装机围挡
3.3 包装机上部旋转部位漏风问题的处理
对包装机上部旋转部位进行密封堵漏。重新制作包装机顶盖,确保旋转部分与固定钢平台环向间隙控制在3 mm左右,减少系统漏风。
3.4 接包机、正包机及清包机吸尘问题的处理
接包机、正包机上部增加吸尘罩及收尘风管,加长清包机吸尘罩,将三个吸尘罩进行整体连接,同时,对接包机、正包机、清包机皮带机下部两侧进行密封,在必要位置设置检修门,提高整个系统密封效果,减少粉尘外逸,见图6。

图6 接包机、正包机、清包机全密闭加长型密封罩
3.5 皮带机转包点及主皮带机的净化处理
(1)对原有的吸尘罩进行改造加长,覆盖到整个转包区域。其上的吸尘风管与除尘主风管相接,增大吸尘罩内负压,确保没有粉尘外扬。
(2)在改向滚筒部位设置皮带清扫器,保证皮带的清洁。
(3)在皮带机尾部改向滚筒处上方设置吸尘罩,与转包点吸尘罩结合,见图7。

图7 皮带机尾部及转包点吸尘罩
3.6 改造装车道收尘系统
(1)原有装车道PPC64-5除尘器,处理风量约18 000~22 000 m3/h。根据计算,装车落包点除尘系统需要处理风量30 000~35 000 m3/h;转包点和皮带机尾部改向滚筒吸尘罩需要处理风量约8 000~10 000 m3/h, 合计约38 000~45 000 m3/h,PPC64-5除尘器能力明显不足。为减少投资,充分利旧,在PPC64-5除尘器侧边新增加一台同型号的除尘器,并联组合成一台PPC64-5×2的除尘器,将原风机更换为4-68-No.10.5D风机,功率保持55kW不变。
(2)新增移动式装车吸尘系统。
新增移动式装车吸尘系统,其结构主要包括:伸缩式收尘风管、吸尘罩、剪叉式升降机、高效空气净化器、柔性密封帘等组成。
吸尘罩采用四方合围,侧、下吸风方式,使落包时产生的扬尘向侧方和皮带机下方流动,进入侧、下部的吸尘罩。吸尘罩配备有剪叉式升降机,用于装车调整吸尘罩高度,吸尘罩配备有伸缩风管(两节直径不同、大管套小管),一边连接到主收尘器,一边固定在移动皮带机上,装车工可根据装车需要,随时前后移动吸尘罩,见图8。
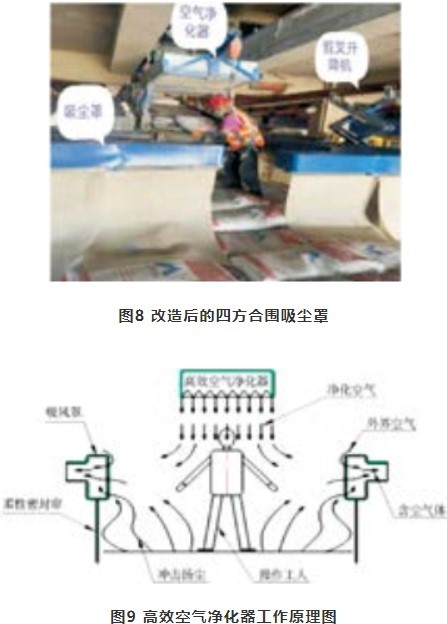
同时在移动皮带机头部,工人操作区域上部安装能够移动的空气净风系统,让经过高效净化的空气从上部向下流经操作区域,抑制落包处粉尘的上扬,并通过侧吸尘罩收集,从而确保工人操作区域空气质量始终满足职业卫生的要求,见图9。
3.7 包装机回料输送设备升级改进
包装回料原采用螺旋输送机,在使用过程中存在经常断轴、噪音大、密闭性差等问题,拆除原有螺旋输送机,更换为XCB315空气斜槽输送机。
水泥企业只要从思想上提高认识,行动上高度重视 ,从产尘源头上通过密封堵漏、设备升级改进、工艺优化、加强现场管理,水泥包装车间完全能够实现职业安全健康有害因素接触限值要求。我公司包装及装车现场粉尘浓度经当地职业安全卫生监测中心监测达到了总尘浓度0.64 mg/m3、呼尘浓度0.66 mg/m3,优于职业健康要求。治理效果被同行业认可,经当地政府评审获得“2020年职工优秀技术成果二等奖”,成为行业包装车间粉尘治理标杆企业,来厂学习参观的单位络绎不绝。
作者:蒋朝晖,高世章
来源:《酒钢(集团)宏达建材有限责任公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号