技术丨双闭路水泥磨系统提产节能技术改造
1、系统简介
球磨机加辊压机双闭路系统分两个子系统:以辊压机、循环风机、V型选粉机(打散机)、布袋收尘器组成一个子系统;以管磨机、O-Sepa选粉机、布袋收尘器组成另一个子系统。两个子系统互相补充、相互制约。工艺流程图(图中细实线表示物料流,粗实线表示含尘气流)和主要设备规格(见表1)如下:
表1 主机设备规格型号

物料由磨头仓经定量给料机计量配料后,经胶带输送机(上置除铁器,能把物料中5mm以上的铁磁性物质除去)与经辊压机压过的料饼一起入提升机(3401),经输送设备进入V型选粉机,分级后粗物料入稳重仓,以料柱形式连续均匀地进入辊压机,部分较细颗粒物料可经空气输送斜槽(3413)直接入磨,部分较粗颗粒落入稳重仓与配料站的来料一起再次入辊压机碾压,细颗粒物料随气流进入旋风除尘器,气料分离后粉状物料经空气输送斜槽入水泥磨粉磨,部分成品随气流进入O-Sepa选粉机分级处理;同时,出磨物料经输送设备喂入O-Sepa选粉机,经分级后的粗粉再入磨循环,细粉随气流将进入布袋收尘器(3428)收集后入成品;出磨含尘气流进入另一台布袋收尘器(3430)处理,收集的粉尘一并入成品。
2、系统调试中存在的问题
在该系统的调试过程中,由于经验缺乏,对辊压机系统的几个参数把控不准,两个子系统的功能未充分发挥,导致台时产量较低,于是,先将V型选粉机的细粉口打开,让这部分颗粒直接入磨,但由于该系统磨机的一仓钢球平均球径较小,对物料的冲击破碎能力不足,直接入磨后易引起饱磨,经广泛咨询后,又将V型选粉机的细粉口关闭,让这部分物料和粗颗粒一起继续回辊压机碾压。生产中饱磨问题基本解决,但是,辊压机系统的循环负荷率增高,3401提升机和循环风机负荷增大,造成3401提升机减速机高速齿损坏频繁,循环风机叶轮及机壳磨损严重,设备很难正常运行,同时,磨机台时产量仍然偏低,生产P.O42.5R水泥时只有160t/h左右。于是,我们调整思路,从调节两个子系统的平衡和技术参数入手,从而达到整个系统稳定高产、低耗的目的。
3、生产调试
3.1、辊压机系统的调试
影响辊压机系统正常工作的主要因素包括:物料粒度的均匀性、设备本身是否完好(如辊面的磨损程度、侧挡板间隙、V型选粉机打散板的磨损程度等)以及辊压机的工作参数等,在控制了物料最大粒度≤80mm和设备本身完好的前提下,重点对系统工作参数进行了调整。
3.1.1、工作压力
根据物料性质恰当选择工作压力,方能取得最佳效果,我们选择工作压力的原则是:在满足挤压物料的工艺性能前提下,尽可能降低工作压力,工作压力是否合适,从取出的料饼找出外形完整的物料颗粒,看是否能够用手捻碎类似判断,若是大多数物料都可以捻碎,则压力选择基本合适。在调试初期,辊压机压力太小,物料压不细,稳重仓上涨很快,被迫降低产量,经多次调整,生产中我们选择工作压力为8.0-9.5MPa。
3.1.2、料饼厚度
调整料饼厚度,主要是确定合理的工作辊缝,若辊缝过小,料饼太薄,缺乏弹性,使设备震动增大;辊缝过大,料饼太厚,会导致电流增大,同时,小颗粒物料压不细。料饼厚度,主要取决于辊压机的原始辊缝,厂家建议原始辊缝设为13-14mm,我们经过反复调整,料饼厚度控制在22-24mm。
3.1.3、挤压打散系统回料量的调节
挤压打散系统的最佳运行状态,仅靠选择恰当的辊压机参数是不够的,必须控制挤压打散系统的运行平衡。首先,选择合理的辊压机回料量,进料粒度大,颗粒分布不均齐时,适当加大回料量,填充大颗粒物料之间的间隙,达到料层粉碎,以增加挤压效果,保证辊压机平稳运行;当进料粒度较小,颗粒分布较均匀,适当减小回料量,可以在辊压机通过量不变的情况下增加新料量,提高系统产量。我公司一般控制辊压机回料量为喂料量的150%-200%左右。调整回料量,主要通过调整循环风量进行,减小循环风量,回料增大,降低循环风量,回料减小。同时,回料量的多少还决定入磨物料的细度,我们通过多次试验,入磨物料比表面积达到180-200kg/m2比较理想。
3.1.4、控制好稳重仓料位
稳定稳重仓料位,可稳定辊压机物料通过量,保证辊压机系统平稳运行以及出磨提升机和出辊压机提升机电流基本稳定,稳重仓容积24m3,我们将其控制在70%-80%左右。同时,稳重仓料位是否稳定,也是平常操作判断系统是否正常的参数之一。
3.2、磨机系统各参数的确定
球磨机加棍压机双闭路粉磨系统,与传统的闭路粉磨系统有较大差别,传统的闭路粉磨系统中,物料的破碎,主要在磨机的Ⅰ仓进行,而带辊压机联合粉磨系统,物料的破碎在辊压机系统中基本完成,球磨机内主要完成细粉的研磨,因此,充分发挥磨内研磨体的研磨功能、保证良好的磨内通风和适宜的物料流速,非常重要。
3.2.1、选择合理的研磨体级配与填充率
合理的研磨体级配和填充率是球磨机发挥正常功效的前提,合理的级配要考虑物料性能、生产水泥品种等诸多因素,试产初期,厂家为我们提供了钢球级配方案(见表2):
表2 厂家提供级配

起初,我们采用这种级配,生产P.C32.5是效果还基本可行,但生产P.O42.5R水泥(掺加5%石灰石和12%矿渣)时,效果很差,台产低、产品比表面积不易达到。为此,我们用相同的入磨物料,用φ500×500小磨进行两种级配的效果试验,见表3
表3 两种级配试验对比
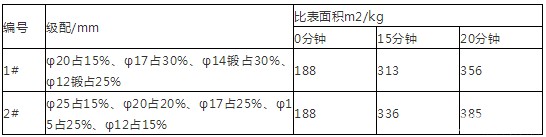
通过试验说明,我公司物料更适合第二种级配,同时,根据我公司熟料和混合材易磨性较差,要充分发挥磨机的研磨功能,物料的破碎尽量放在辊压机系统,为此,我们在大磨上适当调整了钢球级配(见表4),适当增大研磨体填充率,Ⅰ仓填充率为30%,Ⅱ仓为31-32%,通过生产实际验证,磨内状况良好(见图2)。
表4 调整后的级配

3.2.2、保持隔仓板和出磨篦板篦缝畅通
这种磨机的隔仓板和出磨篦板篦缝相对较小,混合材中一些杂物容易堵塞篦逢,为了保持隔仓板和出磨篦板篦缝畅通,我们采取了如下措施:
①在入磨斜槽处安装清渣器,防止杂物进入磨内堵塞篦逢,并利用每周一次定检的机会,及时清除清渣器选出的杂物;
②定期清除磨内小球和变形球,清理的周期主要取决于研磨体的质量和物料的易磨性,我公司一般一年一次;
③保持篦缝的合理尺寸(如果材质不好,篦缝易变小),每月清堵并修复一次篦缝,保证工艺尺寸;
作者:辛光亚
来源:中国水泥备件网微信公众号(关注查询更多资讯)
欢迎投稿,投稿邮箱:tougao#cement365.com(#替换为@)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号