煤粉仓丨就煤粉仓的形状谈防爆 原创
1 一线使用的煤粉仓
1.1 煤粉仓的形状
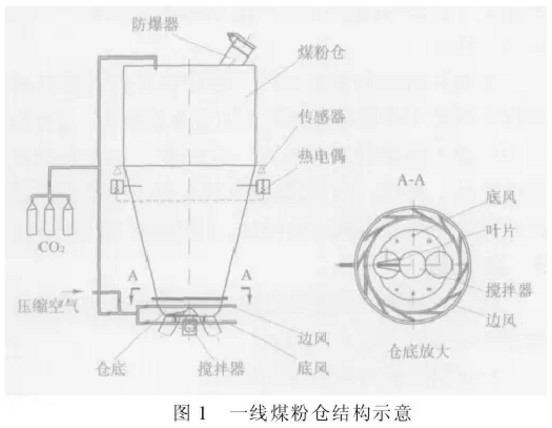
一线煤粉仓形状见图 1, 其下部是一个稍带锥度“圆盘形”仓底, 直径 Φ1.8m, 材质为优质不锈钢, 中部设有搅拌器, 配用电动机功率为 4kW, 上面装有单个搅拌叶片, 叶片头部距仓底边缘 170 mm。在仓底还设有 2 个 Φ500mm的下料孔, 煤粉分别去窑头煤粉秤和窑尾煤粉秤。在圆盘形仓底的四周与底部, 设有边风和底风。边风用 12 根 Φ20mm管道切向吹入仓底,底风用 6 根 Φ20mm管道垂直向上吹入仓底。边风、底风都接在空气压缩机管道上及 CO2管道上, 由电子控制仪进行切换。
1.2 煤粉仓的工作原理
当仓内的煤粉达到一定的储量(约 30t)时, 煤粉仓开始工作。首先启动搅拌器, 搅拌叶片以 3.5r/min的速度顺时针旋转。然后边风和底风开始工作, 由时间控制仪定时控制, 交替吹风, 时间间隔 60s, 每次吹堵 30s。搅拌器、边风和底风都是为了辅助煤粉的流动, 并兼有均化作用。同时边风和底风还具有防爆功能, 当煤粉仓底部发生自燃着火时, 可以用电子控制仪把空气压缩机的风切换到 CO2管道上进行灭火。
1.3 煤粉仓的使用情况
该煤粉仓在投入使用 3 年多的时间内, 共发生 4次自燃着火。自燃着火的统计情况见表 1。
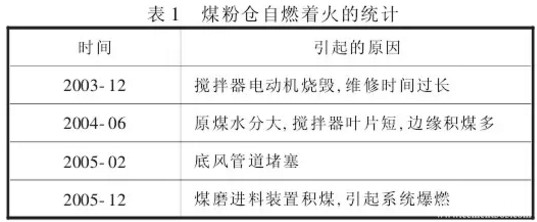
引起着火原因是由于煤粉仓底部配置设备出现故障, 造成仓底积煤, 引起煤粉燃爆。煤粉燃爆与煤粉仓的形状有关, 由于煤粉仓的底部设计为直径较大的圆盘形, 所以工作时必须配有搅拌器、边风和底风设施, 强制煤粉流动下料。如果没有上述设施辅助煤粉下料, 或由于上述设备出现故障, 都将使煤粉仓无法安全工作。
1.4 采取的防爆措施
1.4.1 保证仓底设备正常工作
1、定时保养检修。利用每年2次窑检修时间, 对搅拌器进行全面检查修理, 做到电动机轴承清洗加油, 减速器清洗换油, 并检查齿轮、轴承的磨损情况,及时更换易损件。检查边风、底风的阀门、软管和电磁阀, 并更换损坏的零件。同时检查空压机、管路等。
2、储备常用的易损件。如电动机、减速器轴承、边风软管、底风软管和电磁阀等。
3、清理仓底残存的积煤。在煤粉仓底部, 有搅拌器刮不着的 2 个区域主要在 2 个下料管之间的圆盘边缘上, 面积分别为 0.3m2, 容易积煤。如果煤粉水分大, 此处仓壁上黏煤较多, 检修时, 一定要清理干净。
4、发现仓底设备有故障, 应及时通知有关人员进行排除。如果在 24h 内不能排除, 采取空仓措施。空仓时, 要停止煤磨运行, 把边风和底风的阀门切换到CO2管道上。同时, 中控操作员要及时观察仓内CO浓度(不超过 700ppm), 并根据含量情况喷入 CO2气体。现场巡检工要经常用手触摸, 或用测温枪检测仓底的温度, 并与中控室保持联系, 发现仓底温度升温快, 达到或超过 100℃时, 应及时打开边风和底风的 CO2气体, 使 CO2气体由仓底注入, 直到温度降下来为止。
1.4.2 煤粉仓的改进
1、底风增设单向阀
由于煤粉容易进入底风管, 造成管路堵塞, 底部积煤, 易引起爆燃。为防止燃爆, 在仓底外部风管路上(靠近仓的底部), 增设 6 个单向阀门。当底风吹风时,阀门自动打开; 不吹风时, 阀门自动闭合, 使煤粉进不到管路中, 底风管路保持畅通。
2、搅拌器的改进
由于搅拌器的叶片设计的短, 叶片的头部距离仓底边缘有 170mm, 使仓底边缘积有煤粉。现将叶片加长 120mm, 并在上面焊有一块加固筋板, 这样可以清理掉边缘的积煤。
1.4.3 生产上应注意的问题
为保证煤粉仓的安全, 煤粉的水分应控制在 1%~1.5%。我厂回转窑使用的是烟煤。煤粉、烟煤的控制指标及工业分析见表 2。
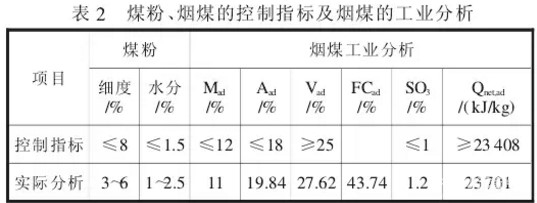
对于水分较大的烟煤(水分≥15%), 在进入煤磨前要进行晾晒, 或放置一段时间再上料。同时, 化验室及时给中控煤磨操作员反馈信息, 操作员根据原煤水分适当提高磨头热风温度, 使煤粉水分控制在1.5%以内。
2 二线使用的煤粉仓
2.1 煤粉仓的形状
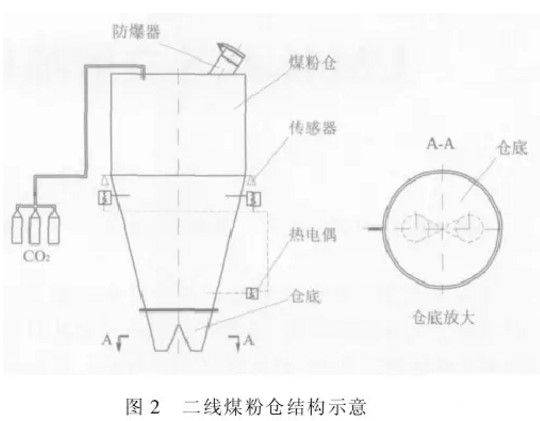
二线使用的煤粉仓形状见图 2, 仓底是一个“人”字形下料溜子, 溜子的材料选用优质不锈钢, 内部光亮平滑, 上部法兰与煤粉仓连接, 下部分别接在去窑头、窑尾的计量秤上。在煤粉仓锥体内部, 安装了高于锥体 1/2 的冷轧不锈钢防爆内衬, 内衬厚度 2mm。溜子的倾斜角度及锥体的倾斜角度都设计在 80°左右。为便于防爆控制, 在锥体中部还增加了一个热电偶。该煤粉仓形状简单, “人”字形溜子周围没有设计边风吹堵, 煤粉的流动全靠其自重和锥体的倾斜角及平滑的内表面。
2.2 煤粉仓的使用情况
该煤粉仓自 2005 年 8 月份建成使用以来, 没有发生过煤粉爆燃现象, 使用效果较好。只是在 2006 年5 月 24 日, 因煤粉水分大(当时测量 4.0%), 发生了一次仓温升高现象, 通过采取降温措施, 使仓温由110℃降到 50℃, 达到了安全控制温度。
2.3 煤粉仓的防爆措施
2.3.1 控制煤粉的水分
该煤粉仓没有辅助动力下料, 应特别注意煤粉的水分不能大于 2.0%, 最好控制在 1%~1.5%。当原煤水分过大时, 煤磨操作应减少喂煤量, 并适当提高入磨风温至 290℃左右(正常控制在 260~280℃之间)。出磨气体温度可比正常时高出 5~8℃, 控制在 70~78℃之间。同时, 煤粉的细度不要过细, 宜控制在 80μm方孔筛筛余 8%~10%。
2.3.2 仓温升高采取的措施
如果煤粉仓温度升高, 通常用喷入 CO2气体的方法进行降温。如果温度降不下来, 采取停磨空仓方法。空仓时, 停止煤磨运行, 用细粉螺旋机向仓内注入事先准备好的 4~5t 生料粉, 然后关闭所有与煤粉仓连接的管道阀门, 使仓内煤粉与外界空气隔绝。中控操作员及时观察仓内 CO浓度, 及时向仓内喷入 CO2气体, 直到煤粉仓温度降下来为止。
2.3.3 安装防爆内衬的注意事项
冷轧不锈钢防爆内衬设计寿命15年, 其安装精度直接影响到煤粉仓的安全使用。安装不锈钢防爆内衬应注意以下几点:
1、选用的冷轧不锈钢板材机械性能应符合GB4239—91, 表面要有可揭去的保护膜。
2、把切割好的不锈钢板材用辊压机成型。
3、将辊压成型的板材依次放入锥体内, 对正后用R207 焊条点焊固定。钢板连接处必须平整, 不得有凹陷, 在焊缝区去除保护膜。
4、配装最后一块不锈钢扇形板材时, 用点焊将其固定。
5、将不锈钢型板连接处的局部保护膜揭去, 进行连续焊接。要求焊缝均匀, 防止出现凹陷。
6、用粒度为200目, 宽度为20mm的砂轮打磨焊缝, 然后将不锈钢板的保护膜全部揭去, 最后在打磨处用酸清洗。
3 两种不同形状煤粉仓的比较
通过我厂2种不同形状煤粉仓的使用分析:“人”字形仓底的煤粉仓要比“圆盘形”仓底的煤粉仓安全适用, 其优点是:
1、结构简单,仓底无助流设备,节省设备维修及动力消耗。
2、引起煤粉仓爆燃的因素少,易于安全控制。
缺点是:
1、一次性投资大,“人”字形仓底的煤粉仓要比“圆盘形”仓底的煤粉仓多投资 4~5 万元。
2、“人”字形仓底的煤粉仓,在锥体这一层的建筑高度要比“圆盘形”煤粉仓锥体建筑高度高出1.5m左右。
作者:王广强
欢迎投稿,投稿邮箱:tougao#cement365.com(#替换为@)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号