技术 | 某厂ф4mx9m风扫磨综合提产改造方案
前言
某厂成立于2010年3月,生料粉磨系统配有一台ф4m×9m风扫磨。原材料由石灰石、砂岩、炉渣、铁矿石组成,设计产量为130t/h,但由于原材料入磨粒度偏大及磨内分仓比例和研磨体级配不合理等因素影响,生料磨台时产量维持在120~125t/h之间。由于回转窑连续进行多次提产技改,生料磨产量无法满足后续生产要求,严重时回转窑只能根据生料磨的台时产量进行投料,大大制约整条生产线的生产能力,且生料磨连续运转时间长,使得单位生料电耗居高不下,造成产品成本上升。为此对生料磨进行了综合提产技术改造,最终使生料磨台时产量提高至160~165t/h,彻底解决了制约生产的问题,取得了良好效果。
1.1 原材料入磨粒度偏大且不稳定
生料原材料由石灰石、砂岩、炉渣、铁矿石组成,其中石灰石由一台NB1818反击锤式破碎机破碎后使用,砂岩和铁矿石由PEF600×900颚式破碎机和一台PYF1313复合圆锥破碎机联合破碎后使用,三种原材料的最终入磨粒度均偏大,见表1。
表1 原材料入磨粒度水分情况

且受其破碎机的磨损、故障的影响较大,时常发生由于破碎机间隙变大造成原材料入磨粒度波动的事故,为此减小原材料入磨粒度和维持入磨粒度的稳定性成为解决生料磨台时产量问题的关键。
1.2 磨内分仓比例严重失调
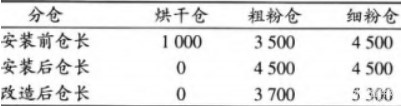
生料磨初始分仓为烘干仓1m,粗粉仓3.5m,细粉仓4.5m,分仓情况见表2。由于入磨原材料综合水分经检测为2%以下,为此在生产初期将烘干仓去掉并入粗粉仓,这样使得粗粉仓与细粉仓两仓比例严重失调,生产时粗粉仓能力偏大,而细粉仓能力不足,造成产量偏低,且生料细度偏高(0.08mm筛余20%左右),虽几次更改两仓研磨体级配方案,但效果不明显,两仓比例失衡严重影响生料磨台时产量和生料质量。
表2 生料磨分仓情况(mm)
1.3 磨内研磨体的级配及隔仓板的问题
生料磨研磨体初始级配粗粉仓平均球径偏大,见表3。加之改造前粗粉仓仓长过大,导致生料磨粗粉仓能力远大于细粉仓能力,实际生产中粗粉仓长期处于空仓状态,而细粉仓时常发生饱磨事故,为此在解决粗粉仓与细粉仓仓长比例的同时改变两仓研磨体级配方案才能根本解决生料磨台时产量的问题。此外,两仓隔仓板中心筛板的壁孔过大导致物料流速过快,也是导致粗粉仓能力无法完全发挥的因素之一。
二、综合提产技改方案
2.1 加装高效细碎机系统
为减小原材料入磨粒度和维持入磨粒度的稳定性,特在生料磨前加装一套高效细碎机系统XP-CF200,见图1。总装机功率256kW,将配料站计量后的混合生料喂入该系统中进行分筛和细碎,将入磨物料粒度大大降低,经检验入磨物料小于20mm的占80%以上,细碎机前加装振动筛充分分筛原材料,大幅提升细碎机的工作效率,同时可以通过调整振动筛和细碎机的壁孔直径来调整入磨物料粒度,使入磨粒度达到可控状态。
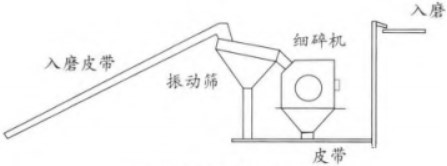
图1 高效细碎机布置图
2.2 磨内分仓调整
如表2所示,将磨内隔仓板前移800mm,减小粗粉仓仓长,增大细粉仓仓长,从而使两仓能力得到平衡,粗粉仓能力得到充分发挥,细粉仓不再因能力不足产生饱磨现象。
2.3 磨内级配及隔仓板调整
如表3所示,加装细碎机和隔仓板前移后又将磨内研磨体级配按新仓比例和入磨粒度进行了重新级配,去掉原来粗粉仓使用的大球径研磨体,减小研磨体平均球径。粗粉仓平均球径由原来的77.5mm减至58.4mm,细粉仓由原来的40mm减至33.7mm,同时将原来中心圆壁孔由20mm减至12mm,使得磨机成品率增加,从而降低生料磨循环负荷最终达到提产效果。
表3 生料磨磨内研磨体级配情况

通过此次技术改造和工艺调整,该厂生料系统由原来改造前的台时产量120~125t/h之间增加至160~165t/h,系统达到了稳定、正常的运转水平,各项工艺指标均达到或超过设计要求。其中生料电耗由原来的36kWh/t降至25kWh/t,生料成品细度由原来控制的0.08mm筛余20%降至18%,完全满足后续生产需要。通过此次改造后,生料磨每天只需要在电价的平段和谷段开车,平均电价由原来的0.52元/kWh降至0.41元/kWh,按全年生产100万t生料计,每年可节约电费500多万元,三个月即可收回改造成本,经济效益可观。
作者:李永政
来源:《岚县金隅水泥有限公司》
微信公众号:备件网(关注查询更多资讯)
(本文来源网络,若涉及版权问题,请作者来电或来函联系!)

 浙公网安备
33010802003693号
浙公网安备
33010802003693号